
最新发布第5页
排序
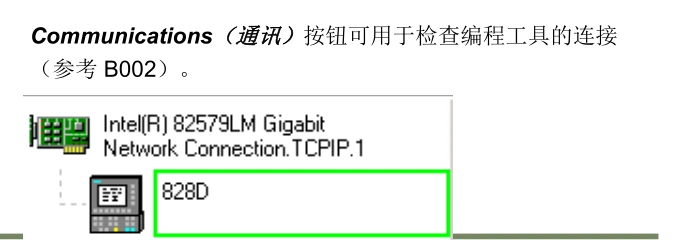
西门子 828D PLC 编程工具下载与上传指南
学习如何下载西门子 828D PLC 编程工具并上传梯形图程序。本指南涵盖 828D Toolbox 安装、以太网连接设置以及在线 PLC 上传和归档导入的分步说明。对于排查基于 828D S7-200 架构的逻辑故障至关...
FANUC-0i 系统 FANUC PMC 信号地址全集:从 Y 到 G、F、T、C、K、R、A 详解
完整解析 FANUC-0i 系统 PMC 信号地址体系,涵盖 X/Y/G/F/T/C/K/R/A 所有地址类型的定义、范围和应用场景。电气工程师必备参考手册,附地址速查表、典型应用案例及梯形图实例下载,助力 PLC 编...
从入门到精通:FANUC数控系统维修技术的系统学习指南
想系统学习FANUC数控系统维修技术?本文提供完整的学习路径,包括核心资料矩阵、故障诊断方法、参数调试技巧等。从说明书使用到实战案例,助您快速掌握FANUC数控机床电气维修技能,成为数控维修...

FANUC M代码常见使用方法汇总
2025年新版《FANUC M代码常见使用方法汇总》高清 PDF 免费下载:13 节图解 M代码译码、结束信号、调用子程序/宏程序、缓冲类型及在线增加 M代码功能实例,适合调试/改造/维修工程师 30 分钟上手...
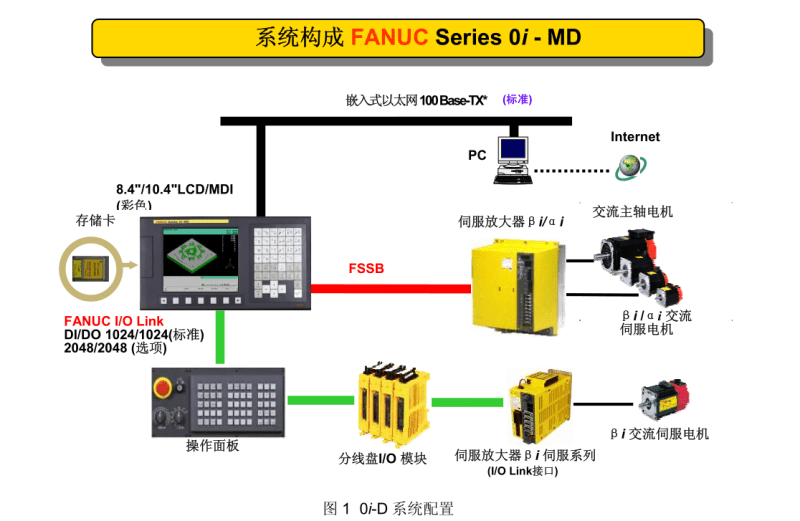
FANUC 0i-D / 0i Mate-D 系统完全拆解:从硬件到功能,维修工程师的速查手册
一篇面向维修工程师与应用工程师的实战博客,深度拆解 FANUC 0i-D/0i Mate-D 硬件配置、纳米插补、HRV3 伺服、双路径车削、以太网调试等核心功能,并给出维修调试要点与软件工具使用技巧,助你...

“瞪眼法”解决FANUC机床故障分类以及解决方向
一文掌握“瞪眼法”排查FANUC数控机床故障的完整流程:从黑屏、PMC报警到硬件/软件根源,结合真实案例图解,教你3分钟判断故障类型并给出更换、维修、参数修改等解决方向,维修效率翻倍。
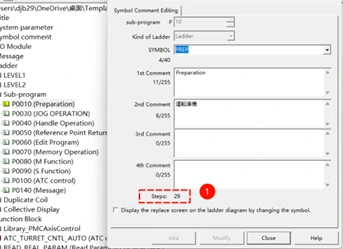
如何使用LADDER III软件查看梯形图的程序的步数?
本文详细介绍如何在FANUC LADDER III软件中查看梯形图程序的已用步数。通过简单的界面操作,帮助工程师确认PMC程序容量,避免因步数超限导致的调试问题。
数控机床都有哪些岗位?具体需要学习什么指示?
一篇看懂数控机床行业完整岗位链:数控操作工、CAM编程员、工艺工程师、设备维修、售后、质量、生产管理等8大典型职位,附每岗必须掌握的课程、证书与成长路径,助你1-3年完成从新人到工程师的...

PixPin:一款让截图效率翻倍的“全能选手”
PixPin:一款让截图效率翻倍的“全能选手” 如果你每天的工作离不开“截一张图、标两行字、贴到文档里”,那么 PixPin 值得你花 3 分钟认识。它把 Snipaste 的贴图、QQ 截图的长图、PearOCR 的...
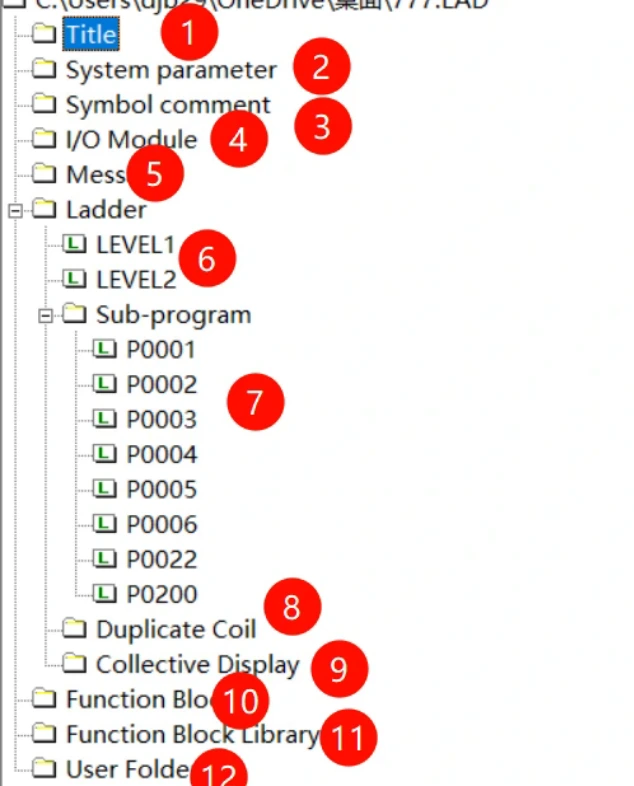
FANUC PMC编程核心:深度解析顺序程序的8大数据构成
本文详细拆解FANUC数控系统PMC顺序程序的8大核心数据模块。从梯形图逻辑到I/O配置,从符号注释到系统参数,助您掌握PMC编程与调试的底层逻辑,提升机床维护效率。


扫一扫,添加我的微信






