
FANUC-0i 系统 FANUC PMC 信号地址全集:从 Y 到 G、F、T、C、K、R、A 详解
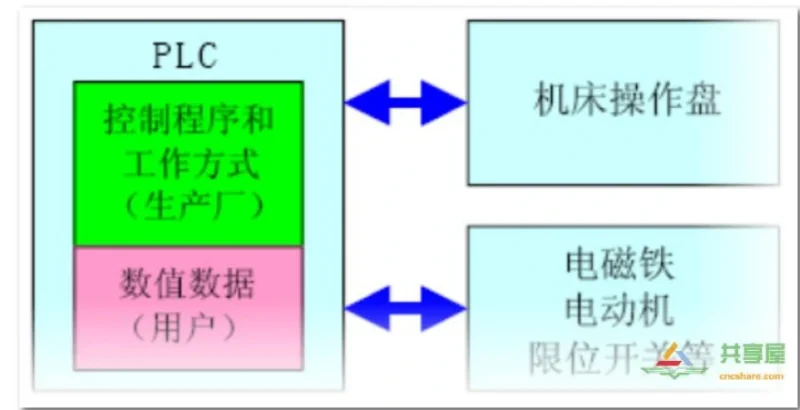
在数控机床自动化控制系统中,FANUC-0i 系列凭借其稳定性和扩展性,成为众多制造企业的首选。而作为其核心控制单元之一,FANUC PMC(可编程机床控制器)的信号地址配置,直接决定了 PLC 程序的逻辑实现能力。
本文将带你全面梳理 FANUC-0i 系统中各类 PMC 信号地址的定义、范围和应用场景,帮助你快速掌握从 PMC 到机床、CNC,再到定时器、计数器、继电器等关键元件的完整地址体系,掌握这些基础信息,是学习FANUC PMC 编程的必备基础
一、PMC 输出信号:连接控制与执行
1. PMC → 机床侧(MT):Y 地址详解
这是 PMC 向外部设备发送控制指令的通道,分为两种方式:
- I/O Link 外装卡:输出地址为 Y0~Y127,适用于复杂多轴系统
- 内装 I/O 卡:地址范围根据系统配置而定
✅ ⚠️ 重要提示:若同时使用内外 I/O 卡控制同一信号,内装 I/O 卡优先有效。这一规则在调试过程中尤为重要,避免信号冲突导致误动作。
2. PMC → CNC:G 地址详解
通过 G 信号(G0~G255)向 CNC 系统发送控制命令,如”主轴启动”、”冷却液开启”等。这些信号功能固定,需在梯形图中调用。
二、CNC 反馈信号:状态监控的关键
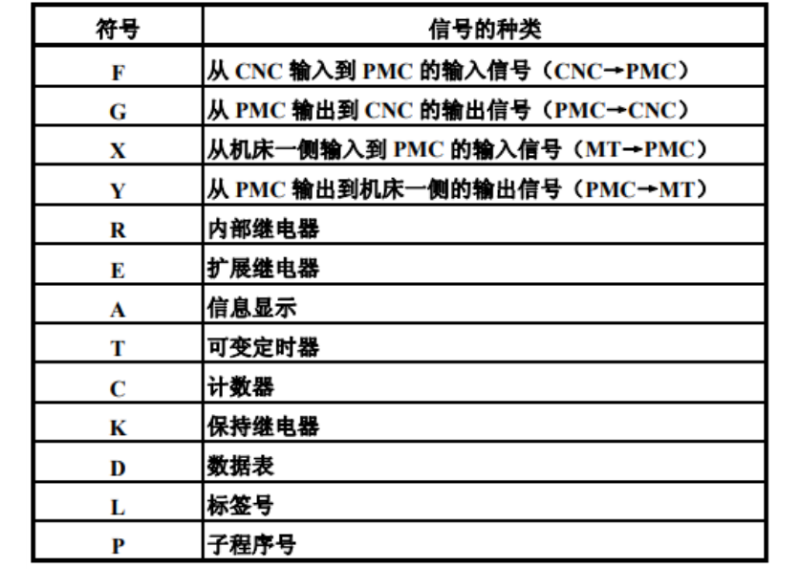
CNC → PMC 输入信号:F 地址详解
F 信号(F0~F255)是 CNC 系统反馈给 PMC 的状态信号,例如:
- ✅ “程序运行中”
- ✅ “急停触发”
- ✅ “刀具到位”
- ✅ “伺服就绪”
用户可通过读取 F 信号,在 PMC 程序中判断 CNC 当前状态并做出响应。
三、常用软元件地址详解
| 地址类型 | 符号 | 地址范围 | 主要用途 | 断电保持 |
|---|---|---|---|---|
| 机床输入 | X | X0~X127 | 外部开关/传感器 | 否 |
| 机床输出 | Y | Y0~Y127 | 继电器/指示灯 | 否 |
| CNC 输入 | F | F0~F255 | CNC→PMC 状态 | 部分 |
| CNC 输出 | G | G0~G255 | PMC→CNC 控制 | 部分 |
| 定时器 | T | T1~T40(可变) | 延时/脉冲 | 否 |
| 计数器 | C | C1~C20 | 计数/统计 | 是 |
| 保持继电器 | K | K0~K99 | 数据保持 | 是 |
| 内部继电器 | R | R0~R8500 | 逻辑运算 | 可设置 |
| 信息继电器 | A | A0~A500 | 报警/显示 | 是 |
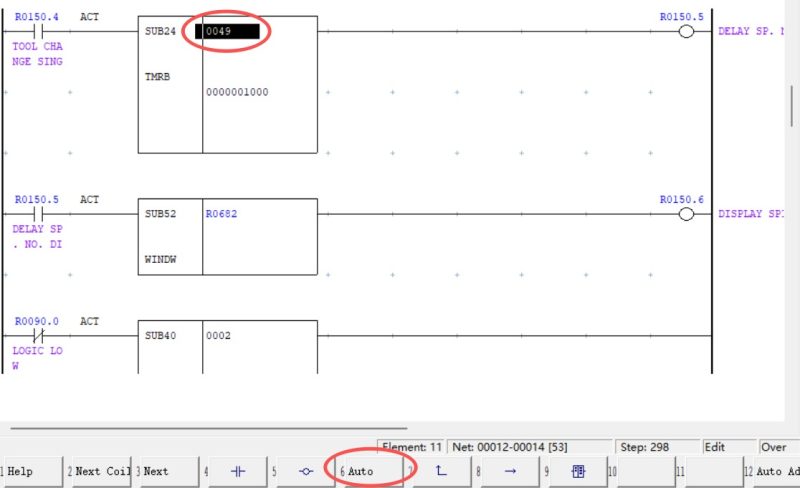
1. 定时器(T 地址)
- 可变定时器:T01~T40
- 固定定时器:最多 500 个(SB7 时),最小单位 8ms
- 💡 应用场景:延时控制、脉冲生成、自动循环等待
2. 计数器(C 地址)
- 总数:20 个(C1~C20)
- SB7 时:支持 100 个
- 💡 应用场景:累计脉冲、次数统计、加工计数
3. 保持型继电器(K 地址)
- 0iA:K0~K19(K16~K19 为系统专用)
- 0iB/0iC:K0~K99(用户可用)、K900~K919(系统专用)
⚠️ 注意:系统专用继电器不可修改!否则可能导致系统报警或功能异常
4. 内部继电器(R 地址)
- 0iA:R0~R999(部分系统占用)
- 0iB/0iC:高达 8500 个
- 💡 应用场景:中间逻辑运算、状态暂存
5. 信息继电器(A 地址)
- 0iA:A0~A24(共 200 位)
- 0iB/0iC:500 字节
- 💡 应用场景:报警信息提示、状态显示请求
四、为什么必须掌握FANUC PMC 信号地址?
- ✅ 提升编程效率:明确地址范围,避免重复定义或误用
- ✅ 减少调试时间:故障排查时能迅速定位信号来源
- ✅ 保障系统安全:防止非法写入系统专用区域
- ✅ 支持高级功能开发:如自动换刀、在线监控、数据采集等
五、常见问题解答(FAQ)
Q1:X 地址和 Y 地址有什么区别?
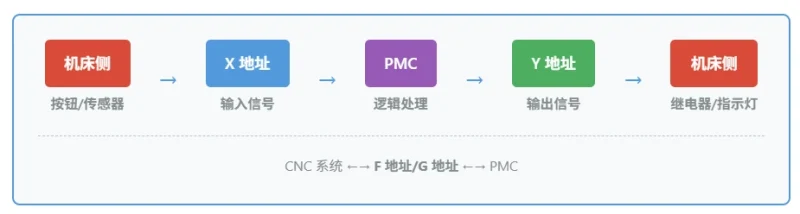
X 地址是机床输入信号(如按钮、限位开关),Y 地址是机床输出信号(如继电器、指示灯)。
Q2:F 地址和 G 地址怎么区分?
F 是 CNC 发送给 PMC 的信号,G 是 PMC 发送给 CNC 的信号,方向相反。
Q3:R 地址最多可以用多少个?
0iB/0iC 系统高达 8500 个,但部分被系统占用,具体需查阅参数手册。
Q4:K 地址和 R 地址有什么区别?
K 地址断电后数据保持,R 地址可设置是否保持,K 更适合存储关键参数。
👉点击阅读原文,下载完整PDF文档,获取所有信号地址表、典型应用案例及梯形图实例,助你轻松攻克技术难关!
推荐学习FANUC PMC学习群
从零基础到提升学习FANC PMC,全程解决学习中的问题,加入我们的FANUC PMC学习群
















暂无评论内容