

FANUC PMC 信号地址格式详解
在现代数控机床(CNC)的控制系统中,FANUC作为全球领先的数控系统供应商,其FANUC-0i系列广泛应用于各类高精度加工设备。而FANUC PMC(可编程机床控制器)作为连接CNC与外部设备的关键桥梁,其信号地址的准确理解与应用,直接影响着机床的运行效率与稳定性。
本文将围绕FANUC-0i系统PMC器件地址展开详细解读,帮助工程师、技术人员快速掌握信号地址的构成逻辑与实际应用技巧。
一、PMC信号地址是什么?
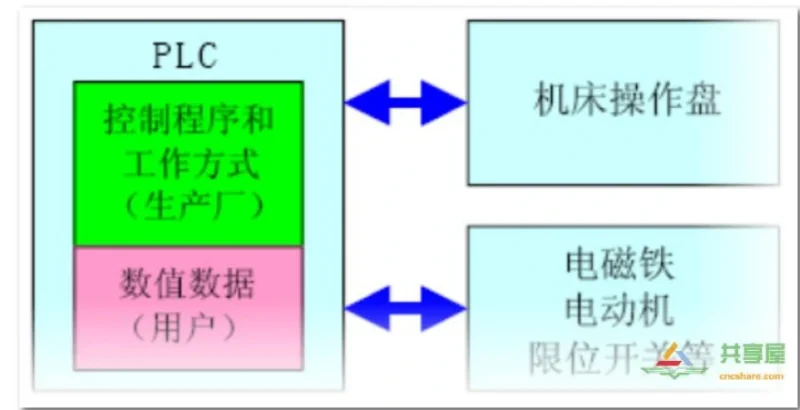
在FANUC-0i系统中,PMC(Programmable Machine Controller)负责处理机床的输入/输出信号、内部继电器状态以及非易失性存储器等逻辑控制任务。这些控制信号都需要通过地址来唯一标识其位置,以便在PLC程序中进行调用和操作。
简单来说,PMC信号地址就是信号的“身份证”——它告诉系统这个信号来自哪里、属于哪一类、对应哪个物理或逻辑通道。
二、信号地址的组成结构
根据图4-13所示,FANUC-0i系统的信号地址由两部分组成:
地址号 + 位号
以 X12.3 为例:
- X12:地址号,表示该信号位于第12个输入通道(X代表输入,Y代表输出)
- .3:位号,表示该通道中的第3位(范围为0~7)
因此,X12.3 表示的是第12个输入模块的第3位信号。
这种命名方式简洁明了,便于编程人员快速定位信号来源。
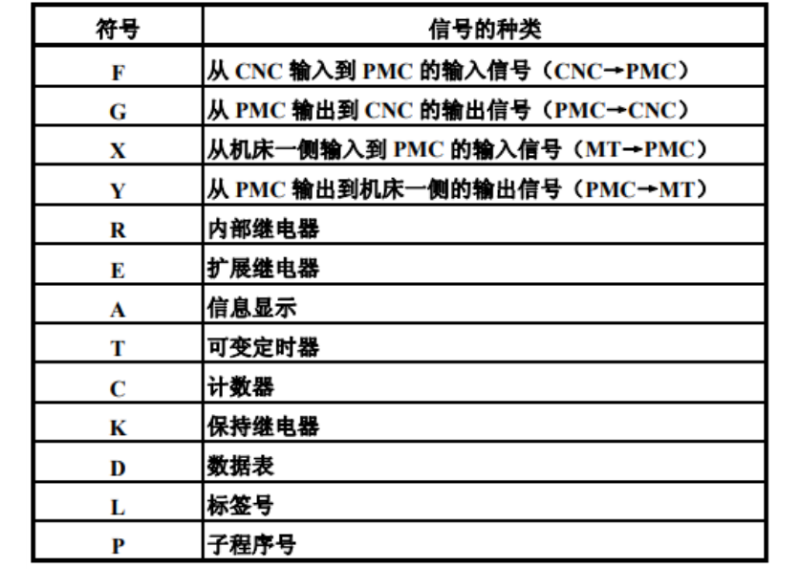
三、信号类型分类
FANUC-0i系统的PMC信号主要包括以下几类:
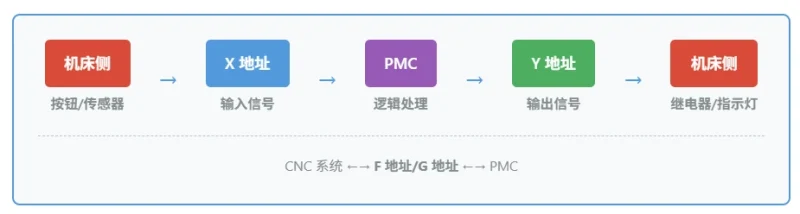
- 机床输入/输出信号
来自按钮、限位开关、传感器等外部设备的信号。 - CNC输入/输出信号
由CNC系统发出的控制指令,如主轴启停、换刀信号等。 - 内部继电器(R)
在PMC程序内部使用的虚拟继电器,用于逻辑运算和中间状态保存。 - 非易失性存储器(F)
存储需要长期保留的数据,如报警记录、参数设置等。
这些信号共同构成了PMC控制系统的“神经网络”,确保机床各部件协同工作。
四、两种I/O信号控制形式
FANUC-0i系统支持两种I/O信号控制方式:
- 内装I/O卡信号
集成在CNC主板上的I/O接口,适用于标准配置的机床。 - 外装I/O卡(I/O Link)
通过扩展总线连接的外部I/O模块,常用于复杂或多轴联动系统。
⚠️ 注意:当内装I/O卡与I/O Link同时控制同一功能时,内装I/O卡信号优先有效。这一规则在调试过程中尤为重要,避免信号冲突导致误动作。
五、为什么理解信号地址如此重要?
- 提高编程效率
准确识别信号地址,可减少查找时间,加快PLC程序编写速度。 - 降低故障排查难度
当机床出现异常时,能迅速定位是哪个信号出错,提升维护效率。 - 保障系统稳定性
正确配置信号地址,避免误接、重复定义等问题,确保控制系统稳定运行。
六、实战建议
- 在编写PMC程序前,务必查阅机床的I/O分配表,明确每个信号的地址。
- 使用地址编号规范,避免混乱。
- 对于复杂系统,建议绘制信号流向图,辅助理解和调试。
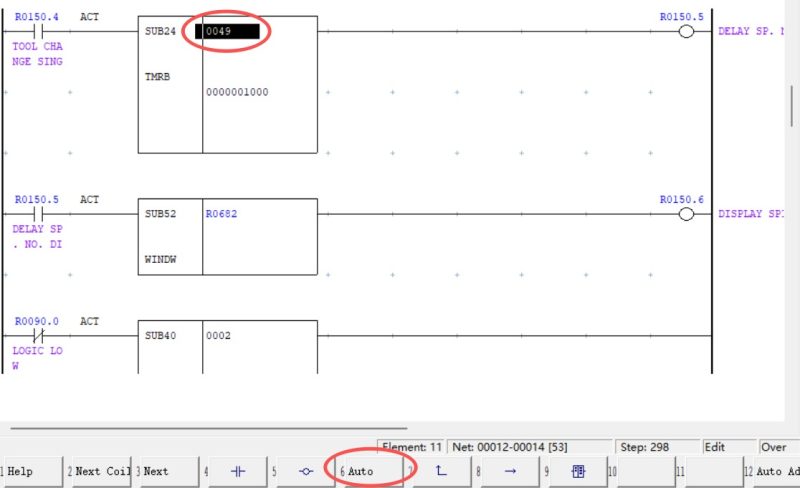
- 熟练掌握学习FANUC PMC 编程软件 FANUC LADDER III
📌 结语:
FANUC-0i系统的PMC信号地址看似简单,实则蕴含着整个控制系统的核心逻辑。掌握其格式与规则,是成为一名优秀数控工程师的必经之路。
如果你正在学习或从事数控系统开发、调试工作,这份资料绝对值得收藏!

FANUC PMC学习文档2026.pdf

零基础学习FANUC PMC学习群
¥R500
© 版权声明
文章版权归作者所有,未经允许请勿转载,本资源仅供学习交流,请于下载后24小时内删除,严禁商用。
THE END















暂无评论内容