
FANUC PMC 梯形图编程入门 | 从读懂第一行代码开始
📘 FANUC PMC Ladder Programming Tutorial for Beginners
Step-by-step guide to FANUC PMC ladder programming. Learn basic symbols (contacts, coils), logic instructions, and read ladder diagrams. Includes practical examples: Start-Stop Circuit, M-Code Decoding. Essential for CNC electrical engineers using LADDER III software.
📥 Resources: Ladder Examples, Symbol Cheat Sheet, LADDER III Guide
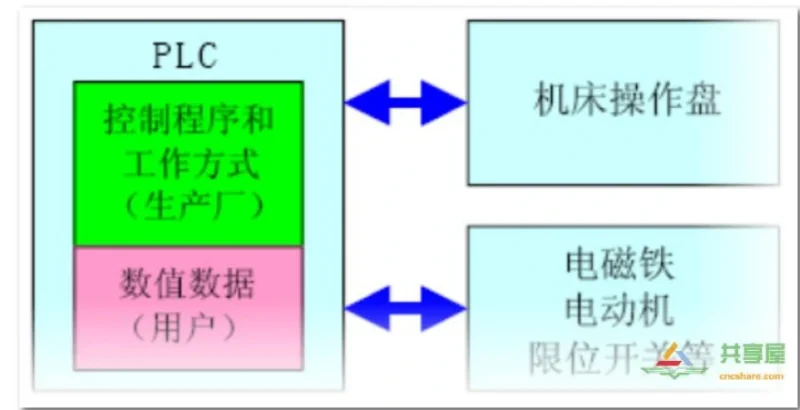
在之前的文章中,我们学习了 PMC 的工作原理、地址表 和 LADDER III 软件。今天,我们将进入最核心的实战环节——读懂并编写梯形图。
很多新手看到满屏的触点、线圈和指令就头疼,不知道电流从哪里流到哪里去。其实,梯形图的逻辑非常简单,它就像电路图一样,只要掌握了“左进右出、上通下断”的原则,您就能轻松看懂 90% 的 PMC 程序。
本文将通过基础符号、经典电路、M 代码译码三个实战案例,带您从零开始掌握 FANUC PMC 梯形图编程。
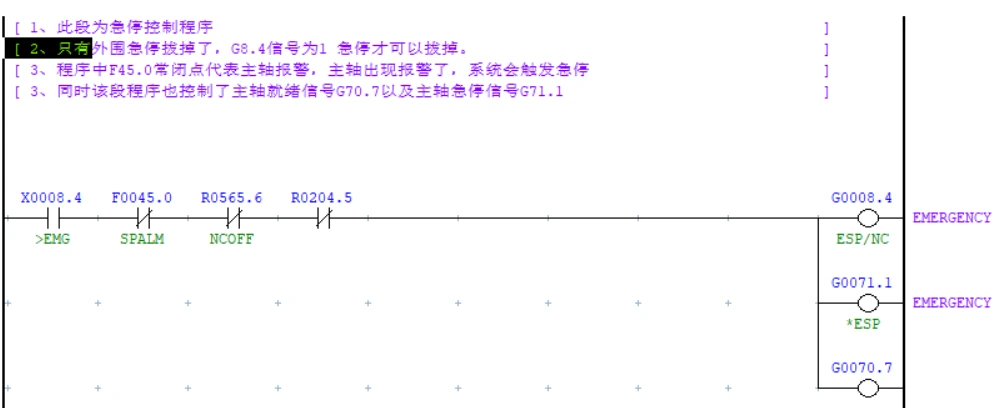
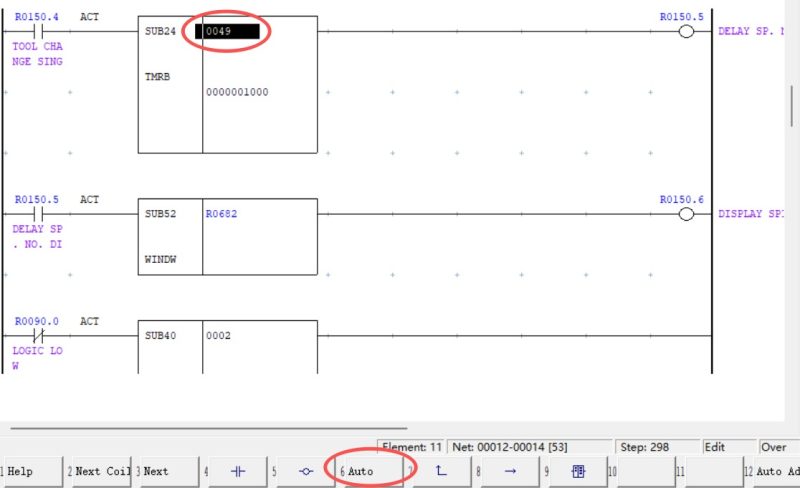
图 1:LADDER III 软件中的梯形图示例
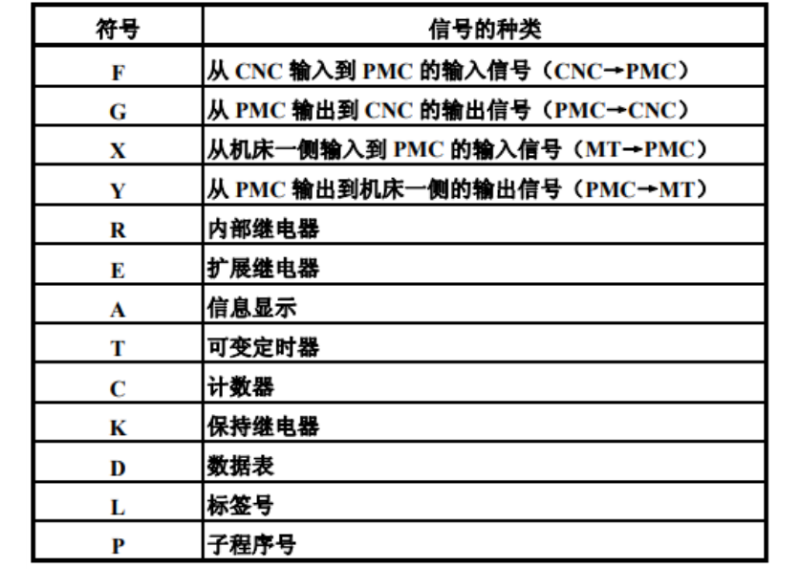
一、梯形图基础符号:读懂“电气语言”
梯形图由触点 (Contacts)、线圈 (Coils) 和 指令盒 (Instructions) 组成。电流从左母线流向右母线,路径通则线圈亮。
| 符号名称 | 图形表示 | 功能说明 | 生活类比 |
|---|---|---|---|
| 常开触点 (NO) | | | | 信号为 1 时导通,为 0 时断开 | 普通的开关,按下才通电 |
| 常闭触点 (NC) | |/| | 信号为 0 时导通,为 1 时断开 | 急停按钮,正常闭合,按下断电 |
| 输出线圈 | ( ) | 左侧逻辑导通时,线圈得电 (置 1) | 灯泡或继电器,通电就亮 |
| 上升沿检测 | |↑| | 信号从 0 变 1 的瞬间导通一个扫描周期 | 按按钮的那一瞬间触发 |
| 下降沿检测 | |↓| | 信号从 1 变 0 的瞬间导通一个扫描周期 | 松开按钮的那一瞬间触发 |
💡 记忆技巧:
常开 (NO):像一扇关着的门,有人 (信号 1) 推开门才能过。
常闭 (NC):像一扇开着的门,有人 (信号 1) 来了把门关上,反而过不去了。
二、实战案例 1:启保停电路 (最基础也最重要)
启保停是所有控制逻辑的基础。无论是主轴启动、冷却泵运行,还是刀库旋转,都基于这个电路。
2.1 控制要求
- 按下启动按钮 (X1.0),接触器 (Y1.0) 吸合。
- 松开启动按钮,接触器保持吸合 (自锁)。
- 按下停止按钮 (X1.1),接触器断开。
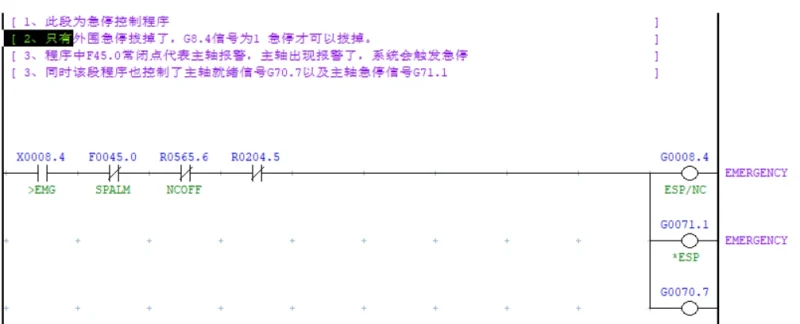
2.2 梯形图逻辑
![图片[2]-`FANUC PMC 梯形图编程入门](https://www.cncshare.com/wp-content/uploads/2026/02/起保停控制程序-1.webp)
2.3 工作原理详解
- 启动过程:
- 按下 X1.0 → 常开触点闭合。
- X1.1 未按下 (常闭触点默认导通)。
- 电流流过 → Y1.0 线圈得电 → 接触器吸合。
- 自锁过程:
- 松开 X1.0 → 上方支路断开。
- 但 Y1.0 线圈已得电 → 下方并联的 Y1.0 常开触点闭合。
- 电流通过下方支路继续给 Y1.0 供电 → 保持吸合。
- 停止过程:
- 按下 X1.1 → 常闭触点断开。
- 电路切断 → Y1.0 线圈失电 → 接触器断开。
- 下方 Y1.0 自锁触点也断开 → 彻底复位。
⚠️ 注意:实际机床中,停止按钮通常接常闭触点 (硬件 NC)。如果在 PMC 中读取到的 X 地址常态为 1,那么梯形图中应使用常开触点来作为停止条件。务必先用 LADDER III 监控确认 X 信号状态!
三、实战案例 2:M 代码译码 (数控机床核心逻辑)
当 CNC 程序执行 M03 S1000 时,CNC 会告诉 PMC“现在要执行 M03”。PMC 需要识别这个代码,并输出主轴正转信号。这就是M 代码译码。
关于此部分详细系统介绍参见文档:FANUC M代码常见使用方法汇总
💡 进阶提示:实际机床中,M 代码译码通常使用 DEC (译码) 指令,而不是硬接线一堆触点。DEC 指令可以更简洁地实现“当 M 代码=3 时导通”。
四、PMC 常用功能指令简介
除了基本的触点和线圈,PMC 还有强大的功能指令:
| 指令名称 | 符号 | 功能 | 应用场景 |
|---|---|---|---|
| 定时器 (TMR) | TMR | 延时导通或断开 | 润滑泵间歇工作、报警延时 |
| 计数器 (CTR) | CTR | 计数输入信号次数 | 刀具寿命管理、加工件计数 |
| 译码 (DEC) | DEC | 将二进制代码译为单信号 | M/S/T 代码译码 |
| 比较 (COMP) | COMP | 比较两个数值大小 | 刀库刀位判断、压力检测 |
| 旋转控制 (ROT) | ROT | 控制刀库最近路径旋转 | 圆盘刀库选刀 |
五、新手必读:如何阅读复杂梯形图?
面对几千行的机床原厂程序,不要慌!按以下步骤阅读:
- 找输入/输出:先找到你要分析的信号(如主轴启动 Y1.0)。
- 反向追踪:从线圈往左看,看是什么条件驱动了它。
- 层层剥离:如果遇到中间继电器 (R 地址),再去找这个 R 地址是由什么驱动的。
- 利用搜索:在 LADDER III 中使用
Cross Reference(交叉引用) 功能,一键找到该地址所有出现的位置。 - 在线监控:连接机床,实时监控信号通断,比干看图纸快 10 倍!
💡 推荐工具:使用 LADDER III 的 Signal Trace (信号追踪) 功能,可以记录信号随时间变化的波形,是排查间歇性故障的神器。
六、常见问题解答 (FAQ)
Q1: 梯形图是从上到下执行,还是从左到右?
A: 从上到下,从左到右。PMC 每个扫描周期都按这个顺序执行一遍。
Q2: 为什么我的梯形图逻辑是对的,但输出没反应?
A: 检查是否有互锁条件未满足(如急停、伺服未就绪、气压不足)。使用 LADDER III 在线监控,看电流卡在哪一步。
Q3: 常开和常闭触点在实际接线中怎么对应?
A: 取决于外部硬件。如果外部按钮是常开的,按下后 X 信号为 1,梯形图中用常开触点;如果外部是常闭的,常态 X 信号为 1,梯形图中要用常开触点来做“停止”逻辑(因为按下后 X 变 0,常开断开)。
Q4: 可以自己修改机床厂家的梯形图吗?
A: 严禁随意修改!修改前务必备份原程序。错误的修改可能导致撞机、损坏刀具甚至人身伤害。建议在仿真机上测试通过后再上机。
📚 FANUC PMC 学习系列
- 第 1 篇:FANUC PMC 是什么?工作原理与应用详解
- 第 2 篇:FANUC PMC 地址表详解 | X/Y/G/F/R 信号对照表
- 第 3 篇:LADDER III 软件下载安装教程
- 第 4 篇:FANUC PMC 和 PLC 有什么区别?对比分析
- 第 5 篇:FANUC PMC 梯形图编程入门(本文)
- 第 6 篇:FANUC PMC 故障排查实战 50 例(即将发布)
















暂无评论内容