
FANUC PMC 是什么?工作原理与应用详解 | 2026 新手入门指南
📘 What is FANUC PMC? – Key Topics
FANUC PMC (Programmable Machine Controller) is the built-in PLC for FANUC CNC systems. This guide covers PMC working principle, address table (X/Y/G/F/R), difference between PMC and PLC, and ladder programming basics. Essential for CNC maintenance technicians and electrical engineers.
📥 Resources: LADDER III Software, PMC Address Table PDF, Programming Examples.
在数控机床维修与调试工作中,FANUC PMC 是一个无法回避的核心概念。无论是报警排查、参数设置,还是梯形图编程,都离不开对 PMC 的理解。
但很多刚入行的电气工程师都会问:FANUC PMC 到底是什么?它和 PLC 有什么区别?为什么要学 PMC 编程?
本文将用通俗易懂的方式,详解 FANUC PMC 的工作原理、地址体系、应用场景,帮助新手快速建立系统认知。
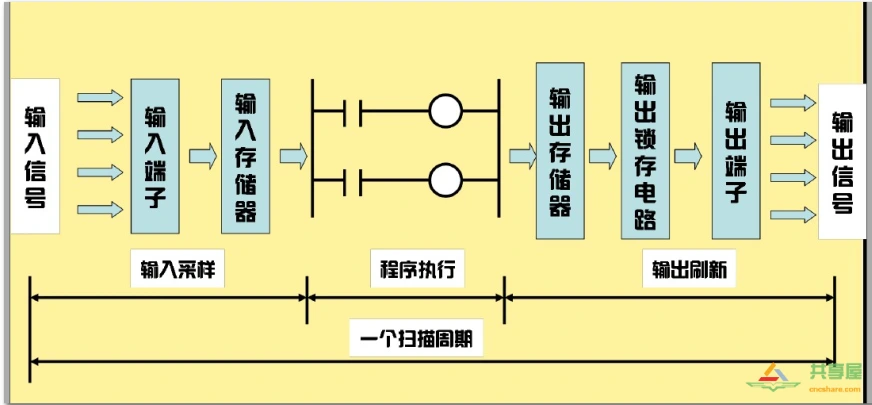
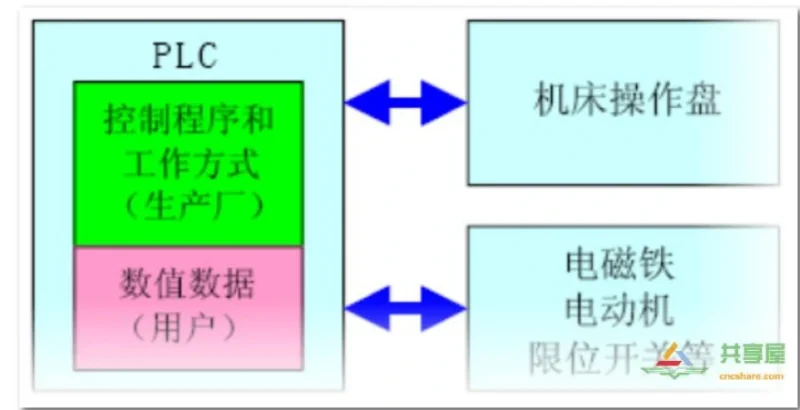
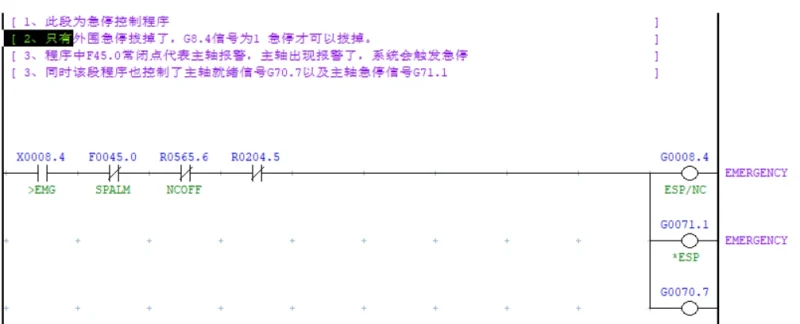
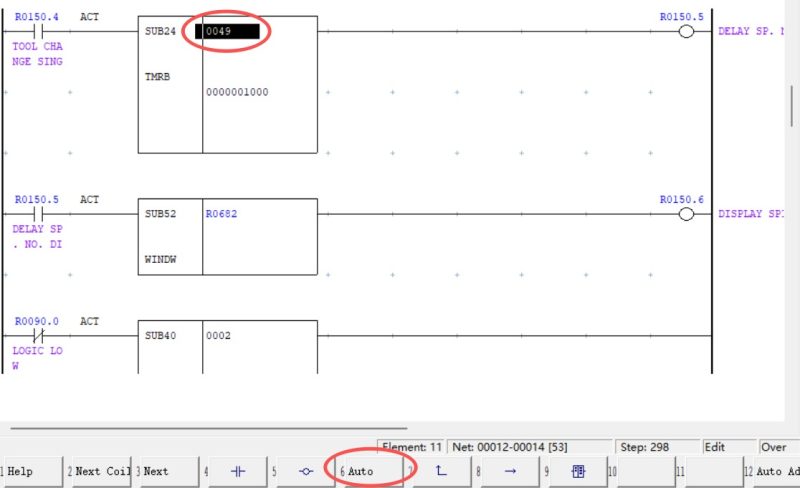
图 1:FANUC 数控系统 PMC 控制界面
一、FANUC PMC 是什么?核心定义详解
PMC (Programmable Machine Controller) 是 FANUC 数控系统内置的可编程机床控制器,本质上是 FANUC 定制版的 PLC。
1.1 PMC 的核心功能
- 信号处理:处理机床侧的输入/输出信号(按钮、传感器、继电器等)
- 逻辑控制:实现 M 代码、T 代码、S 代码的译码与控制
- 安全保护:急停回路、互锁逻辑、限位保护等安全功能
- CNC 通信:与 CNC 系统交换状态与控制信号
1.2 PMC 在数控系统中的位置
典型的 FANUC 数控系统架构:
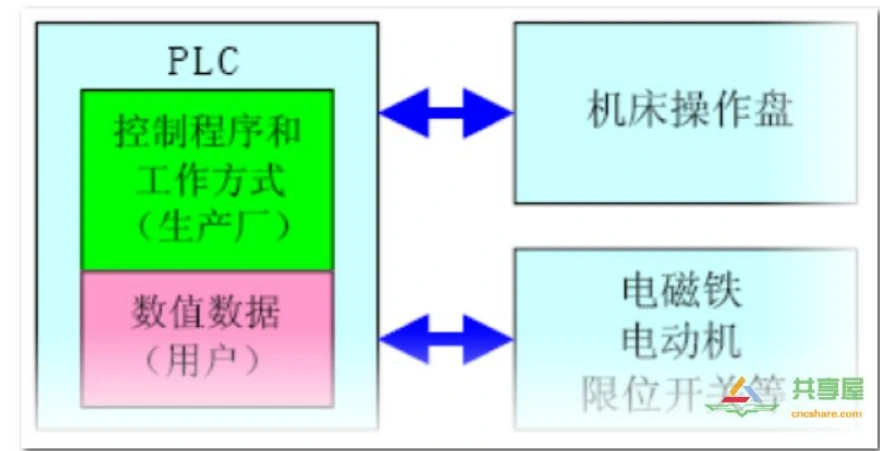
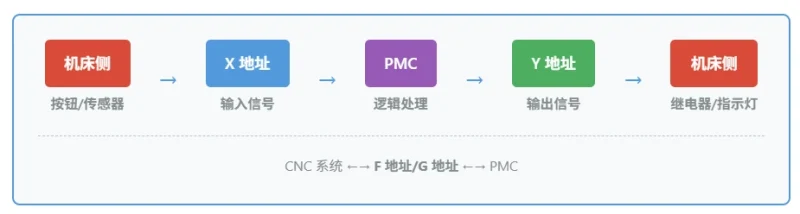
图 2:FANUC PMC 信号流向示意图
PMC 作为 CNC 与机床之间的桥梁,负责将 CNC 指令转换为机床动作,同时将机床状态反馈给 CNC。
二、FANUC PMC 工作原理详解
2.1 PMC 扫描周期
PMC 程序按扫描周期循环执行,典型流程:
- 输入采样:读取所有 X 地址(机床输入信号)状态
- 程序执行:从上到下、从左到右执行梯形图逻辑
- 输出刷新:更新所有 Y 地址(机床输出信号)状态
- 循环重复:周而复始,扫描周期通常 8ms-32ms
💡 重要提示:PMC 是循环扫描执行,不是实时响应。理解这一点对调试定时器、计数器等时序逻辑至关重要。
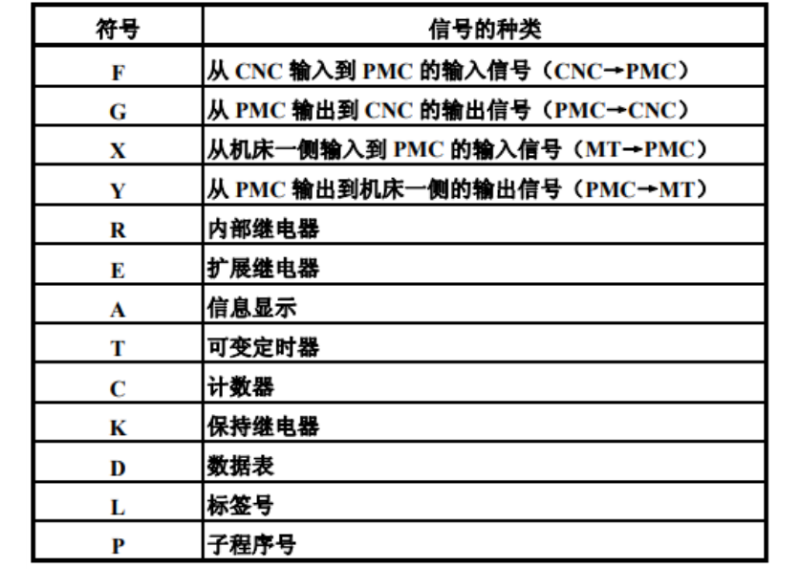
2.2 PMC 信号类型与地址
| 号类型 | 地址符号 | 方向 | 说明 |
|---|---|---|---|
| 机床输入 | X | 机床→PMC | 按钮、开关、传感器信号 |
| 机床输出 | Y | PMC→机床 | 继电器、指示灯、电磁阀 |
| CNC 输入 | F | CNC→PMC | CNC 状态反馈信号 |
| CNC 输出 | G | PMC→CNC | PMC 控制 CNC 信号 |
| 内部继电器 | R | 内部使用 | 逻辑运算中间状态 |
三、FANUC PMC 和 PLC 有什么区别?
这是新手最常问的问题。简单来说:PMC 是 FANUC 专用的 PLC,PLC 是通用概念。
| 对比项 | FANUC PMC | 通用 PLC (三菱/西门子) |
|---|---|---|
| 应用领域 | 数控机床专用 | 工业自动化通用 |
| 编程软件 | LADDER III | GX Works / TIA Portal |
| 信号地址 | X/Y/F/G/R/K/A | X/Y/M/D/T/C |
| 与 CNC 集成 | 内置,无需额外配置 | 需通讯配置 |
| 扫描周期 | 8ms-32ms (固定) | 可配置 (通常 10ms-100ms) |
| 价格 | 含在 CNC 系统中 | 单独采购 |
✅ 总结:如果你已经会三菱/西门子 PLC,学习 FANUC PMC 会非常快,核心逻辑相同,只是地址体系和软件界面不同。
四、FANUC PMC 的典型应用场景
4.1 M 代码译码与控制
当 CNC 程序执行 M03(主轴正转)时,PMC 负责:
- 接收 CNC 发出的 M 代码译码信号(F 地址)
- 检查主轴使能、润滑、冷却等条件
- 输出主轴启动信号(G 地址)
- 接收主轴完成反馈(F 地址)
- 通知 CNC 继续执行下一段程序
4.2 刀库控制
加工中心换刀流程完全由 PMC 控制:
- 刀库定位 → 刀套检测 → 机械手动作 → 刀具夹紧/松开
- 每一步都有 PMC 信号监控与互锁保护
4.3 安全保护回路
- 急停控制:按下急停按钮后,PMC 切断伺服使能、主轴、冷却等
- 限位保护:轴超程时,PMC 禁止继续移动
- 互锁逻辑:如”主轴未停止时禁止换刀”
4.4 故障诊断与报警
当机床出现异常时,PMC 会:
- 检测异常信号(如气压不足、油位过低)
- 触发报警输出(G 地址)
- CNC 显示报警代码与信息
- 维修人员通过 PMC 梯形图定位故障点
五、FANUC PMC 学习路线 | 从入门到精通
📚 推荐学习路径
- 第 1 步:基础认知 – 理解 PMC 是什么、信号类型、扫描周期(本文内容)
- 第 2 步:地址体系 – 掌握 X/Y/G/F/R 地址含义与用法
- 第 3 步:软件操作 – 学习 LADDER III 软件安装与基本操作
- 第 4 步:梯形图阅读 – 能看懂常见控制逻辑(急停、主轴、刀库)
- 第 5 步:故障排查 – 通过 PMC 信号追踪定位故障
- 第 6 步:程序编写 – 能独立编写简单 PMC 程序
推荐学习资源
- 📄 FANUC PMC 地址表 PDF 下载
- 💻 LADDER III 软件下载与安装教程
- 📖 FANUC PMC 维修学习资料汇总
- 📖FANUC PMC维修技能提升学习资料汇总
- 📖FANUC PMC仿真软件安装教程
六、常见问题解答 (FAQ)
Q1: FANUC PMC 编程难吗?零基础能学会吗?
A: 如果有 PLC 基础,1-2 周可入门;零基础建议 1-2 个月系统学习。关键是多实践,建议用仿真软件练习。
Q2: PMC 程序可以备份吗?如何备份?
A: 可以!用 LADDER III 软件连接 CNC,选择”Read from CNC”即可备份。建议每次修改前都备份原程序。
Q3: FANUC 0i-F 和 0i-D 的 PMC 有什么区别?
A: 核心逻辑相同,但 0i-F 支持更多 I/O 点和高级功能。编程方法基本一致,地址表略有差异。
Q4: 学习 PMC 需要买机床吗?
A: 不需要!可以用 LADDER III /NC GUIDE 仿真功能练习,或购买二手系统/学习台。仿真软件足够入门学习。
Q5: PMC 和 CNC 参数有什么关系?
A: PMC 控制逻辑,CNC 参数配置系统功能。两者配合工作,如 PMC 控制主轴启停,CNC 参数设定主轴转速上限。
结语:FANUC PMC 是数控调试与维修的核心技能,掌握它能让你从”换件工”升级为”技术专家”。 本文是 PMC 学习系列的第一篇,后续将详解地址表、梯形图编程、故障排查等实战内容。
想系统学习 FANUC PMC 编程?
加入【FANUC PMC 技术交流群】,获取完整学习资料包:
- ✅ FANUC PMC 地址表 PDF (完整版)
- ✅ LADDER III 软件安装包 + 教程
- ✅ 50+ 梯形图实例源码
- ✅ 资深工程师在线答疑
七、FANUC PMC推荐学习文章
✅ 第 2 步:地址体系 – 深入掌握 X/Y/G/F/R 地址含义与用法 → 点击查看:FANUC PMC 地址表详解”
✅ 第 3 步:软件操作 – 学习 LADDER III 软件安装与基本操作 → 点击查看:LADDER III 软件下载安装教程”
















暂无评论内容