
📘 FANUC PMC Troubleshooting Guide: 5 Real Cases
Master FANUC PMC troubleshooting with 5 real-world cases. Learn how to diagnose spindle not rotating, tool changer failure, E-stop issues, and more using LADDER III signal tracing. Step-by-step analysis for CNC maintenance engineers.
🛠️ Key Skills: Signal Tracing, Interlock Analysis, Timer/Counter Checks.
在之前的文章中,我们学习了 PMC 原理、地址表 和 梯形图编程。但真正考验工程师水平的,是机床报警了,如何快速找到故障点?
很多新手面对几百页的梯形图无从下手,只能盲目换件。其实,90% 的电气故障都可以通过 PMC 信号追踪定位,根本不需要换零件!
本文精选 5 个最经典的 FANUC PMC 故障案例(主轴、刀库、急停、润滑、液压),手把手教您使用“四步排查法”,让您从“换件工”进阶为“诊断专家”。
一、核心方法论:PMC 故障“四步排查法”
在开始案例前,先掌握这套万能公式:
- 定现象:明确故障表现(如:按下启动没反应,还是动作到一半停止?)。
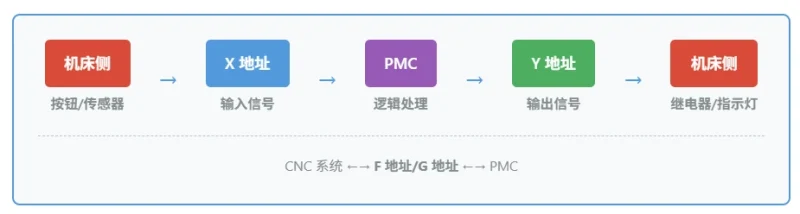
- 找输出:在梯形图中找到控制该动作的输出线圈(Y 地址或 R 地址)。
- 溯条件:从线圈向左反向追踪,看哪个触点断开了(红色显示)。
- 查外部:根据断开的触点地址(X 地址),去现场检查对应的传感器、按钮或线路。
💡 神器推荐:务必熟练使用 LADDER III 的 “Signal Trace” (信号追踪) 和 “Cross Reference” (交叉引用) 功能,效率提升 10 倍!
案例 1:主轴正转启动无反应 (M03 无效)
🔍 故障现象
在 MDI 模式下输入 M03 S1000 并按下循环启动,主轴不转,CNC 无报警,状态显示“等待 M 代码完成”。
🕵️♂️ 排查步骤
第 1 步:确认 CNC 是否输出了 M 代码
查看系统参数或 PMC 信号 F7.0-F7.3 (M 代码译码信号)。发现 F7.0=1 (M01), F7.1=0… 说明 CNC 已正确输出 M03 信号。
第 2 步:检查 PMC 译码逻辑
打开梯形图,搜索 M03 译码网络。发现译码输出线圈 R10.0 未导通。
原因:发现串联了一个互锁条件 X4.5 (主轴冷却压力低) 为 0 (断开)。
第 3 步:现场验证
去机床检查主轴冷却机,发现压力表显示压力不足,且 X4.5 对应的传感器指示灯灭。
真相:冷却液不足导致压力开关未闭合,PMC 互锁禁止主轴启动。
✅ 解决方案
添加冷却液至标准液位,压力开关闭合,X4.5=1,主轴正常启动。
案例 2:刀库换刀中途卡死 (ATC Alarm)
🔍 故障现象
执行 T05 M06 换刀指令,刀库旋转到一半突然停止,CNC 报警“ATC Time Over” (换刀超时)。
🕵️♂️ 排查步骤
第 1 步:定位换刀流程
找到刀库旋转输出线圈 Y5.0 (刀库正转)。监控梯形图发现 Y5.0 已输出,但电机未转。
第 2 步:检查驱动反馈
查看变频器状态,显示“正常”。但 PMC 输入信号 X8.2 (刀库旋转到位) 一直为 0。
继续追踪,发现 X8.0 (刀库原点) 信号闪烁不定。
第 3 步:现场验证
检查刀库原点接近开关,发现感应距离偏移,且表面有铁屑。
真相:原点信号丢失导致 PMC 认为刀库未回到初始位置,从而中断换刀流程并报错超时。
✅ 解决方案
清理接近开关铁屑,调整感应距离至 2mm,重新回零后换刀正常。
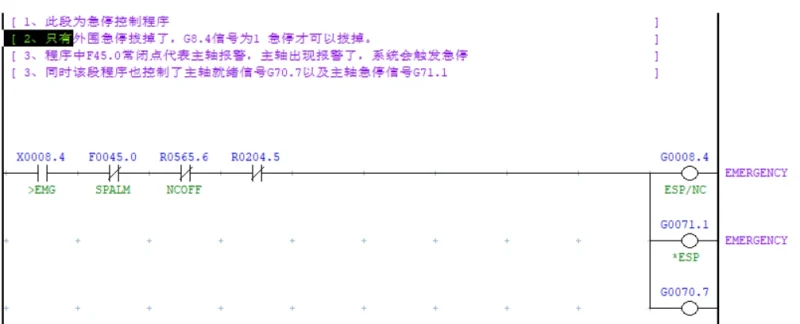
案例 3:急停按钮按下后无法复位
🔍 故障现象
拍下急停按钮后,顺时针旋转松开,但 CNC 急停报警无法消除,伺服无法上电。
🕵️♂️ 排查步骤
第 1 步:检查急停输入信号
查看 PMC 输入地址 X0.0 (急停)。正常情况下,松开急停后 X0.0 应为 1。
监控发现 X0.0 始终为 0。
第 2 步:排查电路
急停回路通常是串联电路。用万用表测量急停按钮两端,发现即使按钮松开,电路仍不通。
真相:急停按钮内部触点氧化或机械卡死,导致物理电路未导通。
第 3 步:检查其他急停源
有些机床有多个急停按钮(操作面板、手持单元、电柜门)。依次检查发现手持单元上的急停按钮未完全弹出。
✅ 解决方案
完全弹出手持单元急停按钮,X0.0 变为 1,复位成功。
案例 4:润滑泵不工作 (定时器故障)
现象:润滑报警,但润滑泵不转。
排查:检查梯形图发现润滑定时器 T10 未计时。进一步发现使能条件 R20.0 (润滑模式) 被误设为 0。
解决:检查 PMC 保持型继电器 K 地址,发现参数被意外修改。重置 K 地址数据后恢复正常。
案例 5:液压卡盘夹紧/松开无动作
现象:踩脚踏开关,卡盘无动作,压力表无变化。
排查:监控 PMC 发现输出 Y2.0 (夹紧) 有信号,但电磁阀不吸合。测量 Y2.0 输出电压为 0V。
真相:PMC 输出模块继电器触点烧蚀,虽然线圈得电,但触点未导通。
解决:更换 PMC 输出继电器模块。
二、专家建议:如何避免故障复发?
- 定期备份 PMC 参数:每次调试完成后,务必备份 PMC 参数和梯形图。
- 善用信号追踪:遇到间歇性故障,使用 LADDER III 的 Signal Trace 记录波形,捕捉瞬间信号变化。
- 理解互锁逻辑:80% 的“不动作”都是互锁条件未满足(如气压低、门未关、伺服未就绪)。先查互锁,再查硬件。
- 标记关键信号:在 LADDER III 中给关键 X/Y/R 地址添加注释(Comment),方便日后维护。
三、常见问题解答 (FAQ)
Q1: 没有 LADDER III 软件,能在 CNC 屏幕上排查吗?
A: 可以。在 CNC 屏幕上进入 [SYSTEM] → [PMC] → [LAGDIAG] (梯形图诊断),可以实时查看信号通断,但无法做复杂的信号追踪。
Q2: 梯形图中信号是通的,但外部设备不动作,怎么办?
A: 说明 PMC 逻辑没问题,故障在硬件。检查:1. 输出模块继电器是否损坏;2. 24V 电源是否正常;3. 线缆是否断路;4. 电磁阀/接触器线圈是否烧坏。
Q3: 如何快速找到某个报警对应的梯形图网络?
A: 记下报警号,在 PMC 参数中查找对应的 A 地址 (报警信号),然后在梯形图中搜索该 A 地址,就能找到触发报警的逻辑网络。
Q4: 修改梯形图后需要重启机床吗?
A: 大多数情况下,写入梯形图后选择“Run”模式即可生效,无需重启。但涉及定时器/计数器常数修改时,建议重启以确保安全。
📚 FANUC PMC 学习系列
- 第 1 篇:FANUC PMC 是什么?工作原理与应用详解
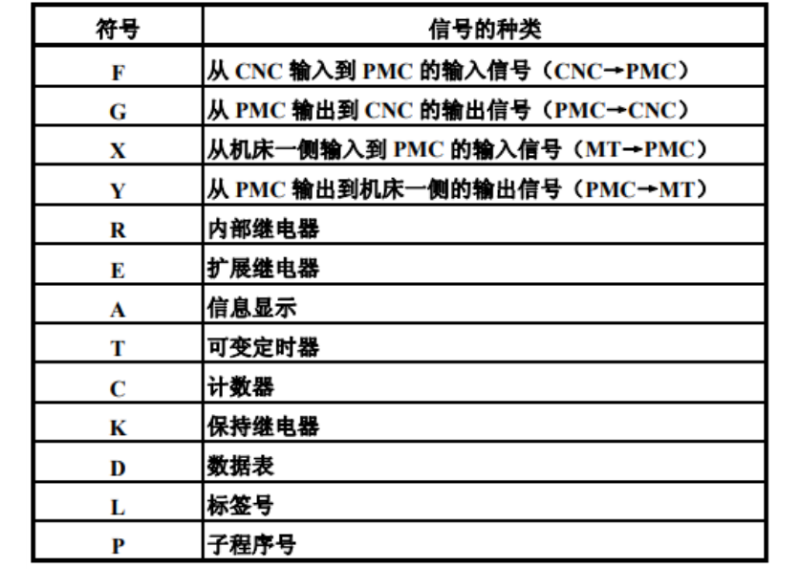
- 第 2 篇:FANUC PMC 地址表详解 | X/Y/G/F/R 信号对照表
- 第 3 篇:LADDER III 软件下载安装教程
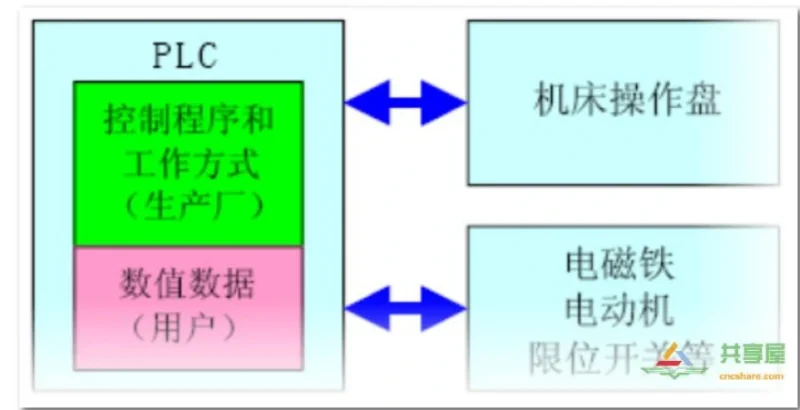
- 第 4 篇:FANUC PMC 和 PLC 有什么区别?对比分析
- 第 5 篇:FANUC PMC 梯形图编程入门
- 第 6 篇:FANUC PMC 故障排查实战 5 例(本文)
















- 最新
- 最热
只看作者