
FANUC 伺服调整软件 SERVO GUIDE 教程 | 下载 + 参数优化 + 振动抑制
📘 FANUC SERVO GUIDE Software – Complete Tuning Guide
Comprehensive guide for FANUC SERVO GUIDE software. Covers servo parameter tuning, vibration suppression, rigidity adjustment, and waveform analysis. Essential for CNC maintenance engineers working with FANUC 0i-F/0i-MF/30i servo systems.
📥 Resources: SERVO GUIDE Download, Parameter Checklist, Tuning Examples
在数控机床调试中,伺服参数的优化直接决定了加工精度、表面光洁度和机床寿命。当机床出现振动、异响、过切或轮廓误差大时,手动调整参数往往效率低下且难以定位问题。
FANUC SERVO GUIDE 是发那科官方推出的 专业伺服调整软件,它能实时采集伺服波形、自动计算最优参数、一键抑制振动,是电气工程师解决伺服疑难杂症的“神器”。
本文将详解 SERVO GUIDE 软件下载、安装、连接及核心功能使用,含振动抑制与刚性调整实战技巧。
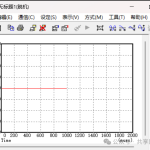
![图片[1]-FANUC 伺服调整软件 FANUC SERVO GUIDE 教程 | 下载 + 参数优化 + 振动抑制 - CNCShare | 数控电气技术中心-CNCShare | 数控电气技术中心](https://www.cncshare.com/wp-content/uploads/2026/02/FANUC-SERVO-GUIDE-.png)
图 1:FANUC SERVO GUIDE 软件主界面(波形分析)
一、FANUC SERVO GUIDE 软件核心功能
1.1 主要功能模块
- 伺服波形采集:实时记录电流、速度、位置、误差等信号,采样频率高达 48kHz。
- 自动参数调整:根据机械负载特性,自动计算最佳增益参数。
- 振动抑制:通过 FFT 分析识别共振频率,自动设置陷波滤波器(Notch Filter)。
- 刚性表调整:优化刚性表参数,提升加工表面质量。
- HRV 控制优化:调整 HRV3/HRV4/HRV5+参数,实现高精度高速响应。
- 故障诊断:分析过载、过热、振动过大等报警原因。
1.2 支持的系统型号
| 系统系列 | 支持型号 | 适用电机 |
|---|---|---|
| FANUC 0i-F / 0i-MF | Series 30i/31i/32i-MODEL B | αi / βi 系列 |
| FANUC 30i / 31i / 32i | Series 30i/31i/32i-MODEL A/B | αi / βi 系列 |
| FANUC 0i-D | Series 0i-D (部分功能) | αi / βi 系列 |
💡 提示:新版 SERVO GUIDE 支持 HRV5+控制,可进一步提升纳米级加工精度。旧版本可能不支持最新电机型号。
二、SERVO GUIDE 软件下载渠道
技术交流群:加入 FANUC 调试群获取群友分享资源。
本站资料下载中心:点击获取 SERVO GUIDE 软件包(含教程)
⚠️ 重要提醒:
- 伺服参数调整涉及机床核心控制,错误设置可能导致撞机或损坏电机!
- 调整前务必备份原始参数。
- 建议在停机或非加工时段进行测试。
三、SERVO GUIDE 安装与连接步骤
📋 硬件准备
- ✅ 电脑:Windows 10/11 64 位
- ✅ 通讯线缆:以太网线(推荐)或 RS232 串口线
- ✅ CNC 系统:已开启以太网功能或串口功能
3.1 软件安装
- 解压安装包,右键
Setup.exe以管理员身份运行。 - 按向导完成安装(默认路径即可)。
- 安装完成后重启电脑。
3.2 连接 CNC 系统
- 设置 CNC IP 地址:
- 进入 CNC 参数画面 → 设定以太网 IP(如 192.168.1.10)。
- 确保电脑 IP 在同一网段(如 192.168.1.20)。
- 启动 SERVO GUIDE:
- 打开软件 → 点击
Project → New。 - 选择通讯方式:Ethernet(推荐)或 RS232。
- 输入 CNC IP 地址和端口号(默认 8193)。
- 点击
Connect,显示”Connected”即成功。
- 打开软件 → 点击
💡 连接失败排查:
检查防火墙是否阻止了软件联网。
Ping CNC IP 地址,确认网络通畅。
确认 CNC 参数中以太网功能已启用(参数 13800-13805)。
四、SERVO GUIDE 核心功能实战教程
4.1 伺服波形采集与分析
这是最常用的功能,用于诊断振动、过冲等问题。
- 点击
Monitor → Waveform Monitor。 - 选择要监控的信号:
- Motor Speed(电机速度)
- Position Error(位置误差)
- Motor Current(电机电流)
- Vibration(振动加速度,需选配传感器)
- 设置采样频率(建议 48kHz)和触发条件。
- 启动机床轴移动,软件自动记录波形。
- 分析波形:观察是否有超调、振荡或异常电流。
4.2 自动振动抑制(Notch Filter)
当机床出现高频啸叫或振动时,使用此功能。
- 点击
Tuning → Vibration Suppression。 - 执行FFT 分析(快速傅里叶变换),识别共振频率。
- 软件自动推荐陷波滤波器参数(频率、深度、宽度)。
- 点击
Write to CNC写入参数。 - 再次运行测试,确认振动消除。
⚠️ 注意:陷波滤波器设置过深可能导致系统响应变慢,需权衡刚性与稳定性。
4.3 刚性表调整(Rigid Tapping)
优化刚性攻丝时的同步精度,防止乱牙。
- 点击
Tuning → Rigid Tapping。 - 执行自动调整循环,软件会控制主轴和 Z 轴多次攻丝。
- 分析主轴与 Z 轴的相位误差。
- 软件自动优化刚性表参数(参数 5300-5399)。
4.4 HRV 控制优化
- HRV3:标准高精度模式,适用于大多数加工。
- HRV4:更高响应模式,适用于高速高精加工。
- HRV+:纳米级插补模式,需配合高速串行总线。
在 Tuning → HRV Control 中可根据加工需求切换模式。
五、常见问题解答 (FAQ)
Q1: SERVO GUIDE 软件是免费的吗?
A: 官方正式版需购买授权(通常包含在维保合同中)。网上有试用版或旧版本流传,学习用途可以使用,但生产环境建议用正版。
Q2: 为什么连接不上 CNC 系统?
A: 最常见原因是 IP 地址不在同一网段,或 CNC 以太网功能未开启。检查参数 13800-13805,并关闭电脑防火墙测试。
Q3: 调整伺服参数会导致机床报警吗?
A: 如果参数设置过于激进(如增益过大),可能引发 SV0401(过载)、SV0431(振动检测)等报警。务必小幅度调整并随时备份。
Q4: 振动抑制功能对所有机床都有效吗?
A: 对机械共振引起的振动非常有效。但如果是机械部件松动、轴承损坏等硬件问题,软件调整无法解决,需先排除机械故障。
Q5: 如何备份伺服参数?
A: 在 SERVO GUIDE 中点击 File → Save Project,或直接读取 CNC 参数保存到电脑。建议每次调整前都备份。
📚 FANUC 调试软件学习系列
- PMC 系列:PMC 入门 | 地址表 | LADDER III
- 西门子系列:828D PLC 软件
- FANUC工具:NC Guide 仿真 | CNC Screen Display 远程监控

















暂无评论内容