
📘 FANUC PMC Address Table – Complete Guide
Complete FANUC PMC address table covering all signal types: X (Machine Input), Y (Machine Output), F (CNC to PMC), G (PMC to CNC), R (Internal Relay), K (Keep Relay), T (Timer), C (Counter). Essential for CNC maintenance and ladder programming.
📥 Download: PMC Address Table PDF, Excel Cheat Sheet, LADDER III Software
FANUC PMC 地址表详解 | X/Y/G/F/R 信号对照表 2026
无论是阅读梯形图、排查故障,还是编写 PMC 程序,地址表都是必须掌握的基础。很多新手看到 X100.5、G70.3、F3.2 这样的地址就头疼,不知道它们代表什么信号、从哪里来、到哪里去。
在上一篇文章《FANUC PMC 是什么?》中,我们了解了 PMC 的基本概念和工作原理。但真正开始接触梯形图时,大多数人会陷入一个困境:每个地址都认识,连在一起就看不懂。
🔍 为什么地址表如此重要?
1. 故障排查的”地图”
想象一下,当机床出现”主轴不转”的故障时,如果没有地址表,你就像在迷宫里找出口。但有了地址表,你可以:
- 快速定位 G70.5(主轴正转指令)是否输出
- 检查 F0.6(伺服就绪)是否为 1
- 追踪 X10.5(主轴使能按钮)是否导通
- 顺着信号流向,5 分钟内锁定故障点
没有地址表,排查故障靠猜;有了地址表,排查故障靠逻辑。
2. 梯形图阅读的”字典”
梯形图是 PMC 程序的载体,而地址是梯形图的基本单元。就像学英语要背单词一样,学习 PMC 必须先掌握地址含义。
常见的新手困惑:
- ❌ “这个 X102.3 是什么信号?”
- ❌ “为什么 G72.0 要接常闭点?”
- ❌ “F3.2 和 F3.3 有什么区别?”
- ❌ “R500 这个地址能不能随便用?”
这些问题,都能在地址表中找到答案。
本文将详解 FANUC PMC 所有地址类型,含地址范围、功能说明、应用实例,并附完整地址表 PDF 下载。
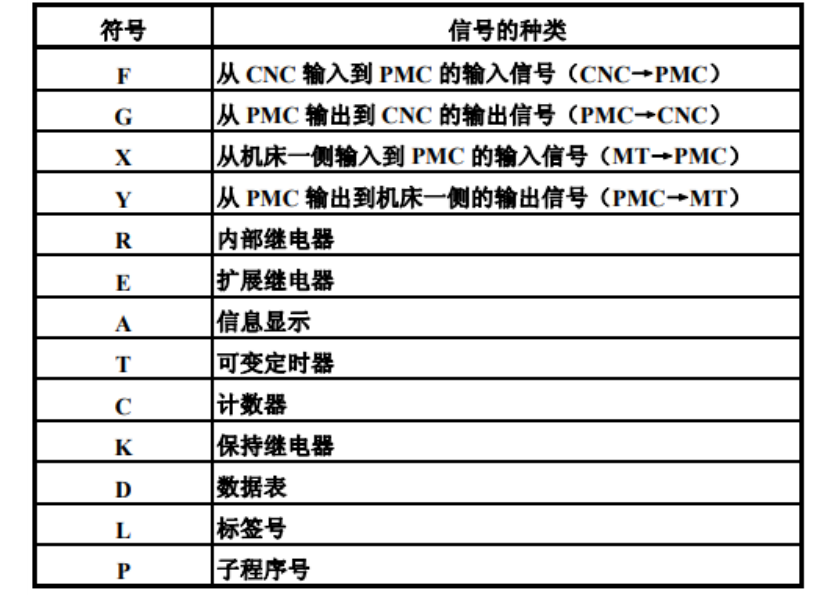
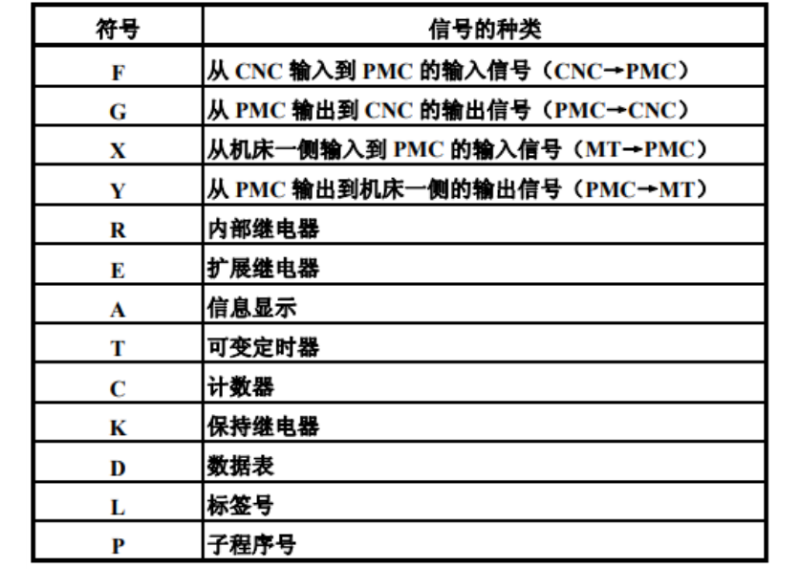
图 1:FANUC PMC 地址类型总览
一、FANUC PMC 地址表核心概念
1.1 地址格式说明
FANUC PMC 地址采用 字母 + 数字 + 位号 的格式:
X100.5
- 字母 (X/Y/G/F/R):表示信号类型
- 数字 (100):表示地址号(字节地址)
- 位号 (.5):表示该字节中的第几位(0-7)
💡 记忆技巧:每个字节有 8 位(0-7),所以 X100.0 到 X100.7 共 8 个信号,X101.0 是下一个字节的第 1 位。
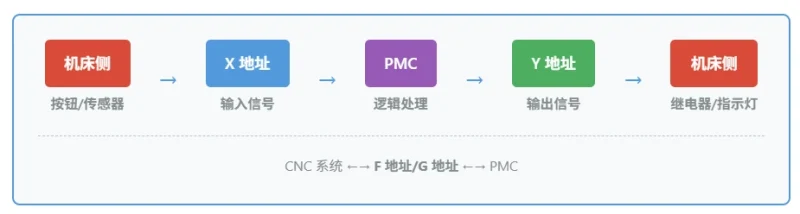
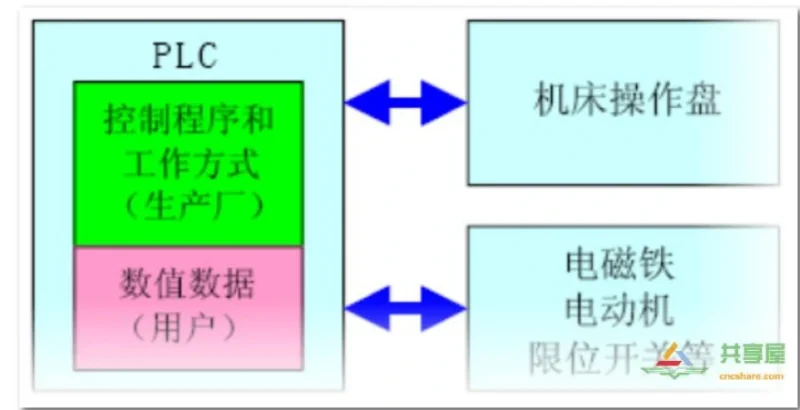
1.2 信号流向图
理解地址的关键是理解信号流向:
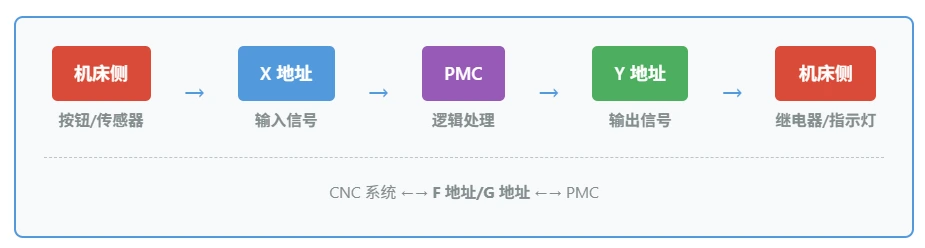
二、FANUC PMC 地址类型详解

2.1 X 地址 – 机床输入信号
| 项目 | 说明 |
|---|---|
| 信号方向 | 机床 → PMC(输入信号) |
| 地址范围 | X0 – X127(0i 系列) |
| 典型应用 | 按钮、开关、传感器、限位开关、急停按钮 |
| 信号特性 | 断电后状态丢失(非保持) |
常见 X 地址示例:
X100.0– 急停按钮输入X100.1– 循环启动按钮X100.2– 进给保持按钮X101.0– 轴超程限位信号X102.5– 刀库原点传感器
2.2 Y 地址 – 机床输出信号
| 项目 | 说明 |
|---|---|
| 信号方向 | PMC → 机床(输出信号) |
| 地址范围 | Y0 – Y127(0i 系列) |
| 典型应用 | 继电器、指示灯、电磁阀、接触器 |
| 信号特性 | 断电后状态丢失(非保持) |
常见 Y 地址示例:
Y100.0– 主轴正转接触器Y100.1– 主轴反转接触器Y100.5– 冷却泵启动Y101.0– 刀库正转电磁阀Y102.3– 润滑泵继电器
⚠️ 安全提示:强制修改 Y 输出信号可能导致机床意外动作!务必在急停状态下操作,并确认机械安全。
2.3 F 地址 – CNC 到 PMC 信号
| 项目 | 说明 |
|---|---|
| 信号方向 | CNC → PMC(CNC 状态反馈) |
| 地址范围 | F0 – F255 |
| 典型应用 | CNC 运行状态、报警信号、模式选择、M/S/T 代码译码 |
| 信号特性 | 由 CNC 系统控制,PMC 只能读取 |
关键 F 地址(必须记住):
F0.6 – 伺服就绪 (SA)F0.4– 进给保持状态F0.5– 自动运行中 (ST)F1.0– 复位信号 (RST)F7.0-F7.3– M 代码译码输出 (FIN)F45.3- 主轴速度到达信号 (SAR)
2.4 G 地址 – PMC 到 CNC 信号
| 项目 | 说明 |
|---|---|
| 信号方向 | PMC → CNC(PMC 控制指令) |
| 地址范围 | G0 – G255 |
| 典型应用 | 主轴控制、进给使能、模式选择、M/S/T 代码完成 |
| 信号特性 | 由 PMC 程序控制,CNC 读取执行 |
关键 G 地址(必须记住):
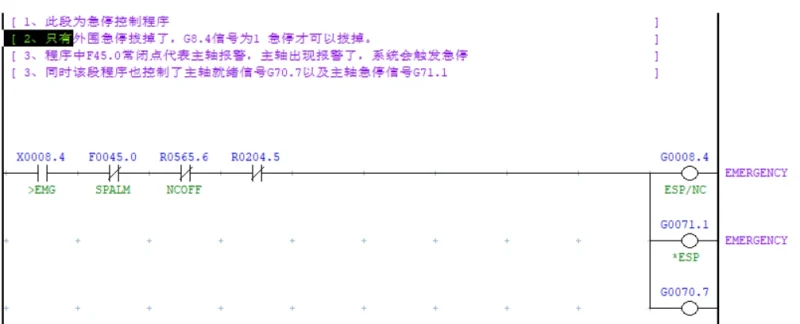
G8.0– 所有轴锁住G8.4– 急停输入 (*ESP)G7。2 – 自动运行启动 (ST)G8.5 – 进给保持 (SP)G70.4-G70.5 – 主轴正转/反转/停止 (SFR/SRV/SSTP)G4.3 – M 代码完成 (FIN)
💡 记忆口诀:F 是 Feedback(反馈),CNC 告诉 PMC 状态;G 是 Give(给予),PMC 告诉 CNC 做什么。
💻 工具准备:工欲善其事必先利其器,立即下载并安装 LADDER III 软件 → 点击查看:LADDER III 软件下载安装教程”
















暂无评论内容