
FANUC PMC 和 PLC 有什么区别?深度对比分析 | 电气工程师必读
📘 Difference Between FANUC PMC and PLC
Many beginners ask: What is the difference between FANUC PMC and PLC? Simply put, PMC (Programmable Machine Controller) is a specialized PLC built into FANUC CNC systems. This guide compares architecture, address types, programming software, and applications between FANUC PMC and general-purpose PLCs (Mitsubishi/Siemens). Essential for CNC electrical engineers.
📥 Key Topics: Address Comparison (X/Y/G/F vs I/Q/M), Software Differences, Learning Path.
在学习数控机床调试的过程中,几乎所有新手都会问到一个问题:“FANUC PMC 和 PLC 到底有什么区别?它们是一样的吗?”
如果您已经熟悉三菱、西门子等通用 PLC,那么恭喜您,学习 FANUC PMC 将会非常快!因为核心逻辑完全相同,只是“方言”不同而已。
本文将通过架构、地址、软件、应用四个维度,深度对比 FANUC PMC 与通用 PLC 的区别,助您快速打通任督二脉。
一、核心定义:PMC 是什么?
1.1 一句话总结
PMC 就是 FANUC 专用的 PLC。
- PLC (Programmable Logic Controller):可编程逻辑控制器,是一个通用概念,适用于所有工业自动化场景(如流水线、包装机、机器人)。
- PMC (Programmable Machine Controller):可编程机床控制器,是 FANUC 公司为其数控系统量身定制的 PLC,专门用于控制数控机床的逻辑动作。
💡 形象比喻:
- PLC 就像“通用汽车”,可以改装成货车、轿车、跑车,用途广泛。
- PMC 就像“F1 赛车”,专为赛道(数控机床)设计,性能极致但用途单一。
1.2 为什么 FANUC 要叫 PMC?
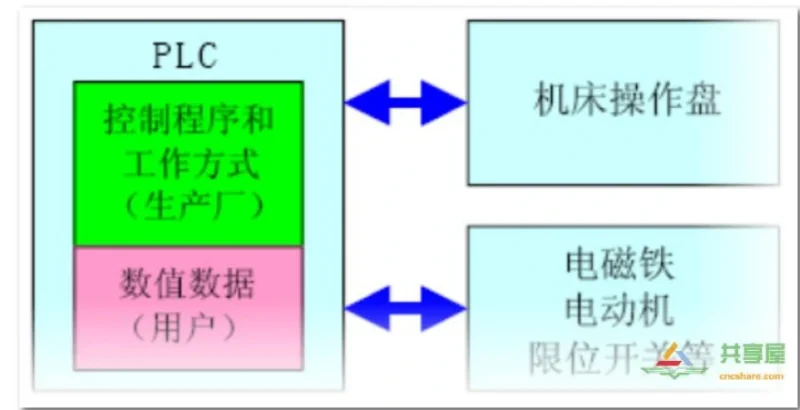
因为它是内置在 CNC 系统中的,与 CNC CPU 高速交换数据,无需额外通讯配置。为了强调其“机床专用”和“高度集成”的特性,FANUC 将其命名为 PMC。
二、FANUC PMC 与通用 PLC 的五大核心区别
| 对比维度 | FANUC PMC | 通用 PLC (三菱/西门子) |
|---|---|---|
| 1. 应用领域 | 专用于数控机床(车床、铣床、加工中心) | 通用工业自动化(流水线、包装、水处理等) |
| 2. 硬件集成 | 内置于 CNC 系统,无需单独购买,与 CNC 一体 | 独立硬件,需单独采购、安装、接线 |
| 3. 通讯方式 | 与 CNC 内部高速总线连接,无需配置,即时响应 | 需通过 MPI/DP/Profinet/Ethernet 等通讯协议与上位机连接 |
| 4. 编程软件 | LADDER III (专用) | GX Works (三菱), TIA Portal (西门子), CX-Programmer (欧姆龙) |
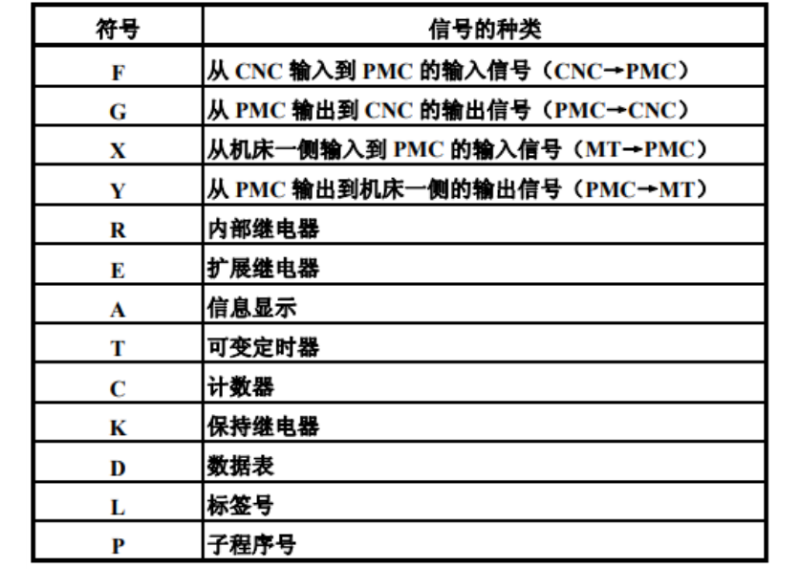
| 5. 地址命名 | X/Y/F/G/R/K/A/T/C | I/Q/M/D/T/C (西门子), X/Y/M/D/T/C (三菱) |
三、地址体系对比:如何快速转换思维?
这是新手最头疼的地方。其实只要记住对应关系,逻辑是完全通用的。
| 功能类型 | FANUC PMC 地址 | 三菱 PLC 地址 | 西门子 PLC 地址 | 说明 |
|---|---|---|---|---|
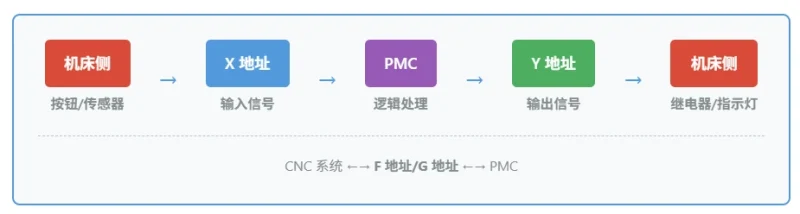
| 输入信号 | X (X0-X127) | X (X0-X177) | I (I0.0-I15.7) | 按钮、开关、传感器 |
| 输出信号 | Y (Y0-Y127) | Y (Y0-Y177) | Q (Q0.0-Q15.7) | 继电器、指示灯、电磁阀 |
| 内部继电器 | R (R0-R8500) | M (M0-M8000) | M (M0.0-M8000.7) | 中间逻辑运算 |
| 保持继电器 | K (K0-K99) | M (断电保持区) | M (断电保持区) | 断电后数据保持 |
| 定时器 | T (T1-T40) | T (T0-T255) | T (T1-T255) | 延时控制 |
| 计数器 | C (C1-C20) | C (C0-C255) | C (C1-C255) | 计数统计 |
| CNC 交互信号 | F / G | 无直接对应 (需通讯) | 无直接对应 (需通讯) | PMC 独有,与 CNC 交换状态 |
💡 记忆口诀:
- X 对 X,Y 对 Y(输入输出都一样)
- R 对 M(内部继电器)
- F/G 是特有(与 CNC 对话的专属通道)
![图片[1]-FANUC PMC 和 PLC 有什么区别?深度对比分析](https://www.cncshare.com/wp-content/uploads/2026/02/PMC信号地址.png)
四、F/G 地址:PMC 的独特优势
通用 PLC 要与上位机(如触摸屏、SCADA)通讯,需要配置复杂的协议。而 FANUC PMC 通过 F 地址 和 G 地址,与 CNC 实现了零配置、高速的数据交换。
- F 地址 (From CNC):CNC 告诉 PMC 的状态(如:伺服就绪、程序运行中、报警代码)。
- G 地址 (Go to CNC):PMC 告诉 CNC 的指令(如:启动循环、进给保持、主轴正转)。
这使得 PMC 能够精确控制机床的每一个动作,实现纳米级同步,这是通用 PLC 难以做到的。
五、学习建议:先学 PLC 还是先学 PMC?
5.1 如果您有 PLC 基础
恭喜您!您已经掌握了 80% 的核心逻辑。只需花 1-2 天时间:
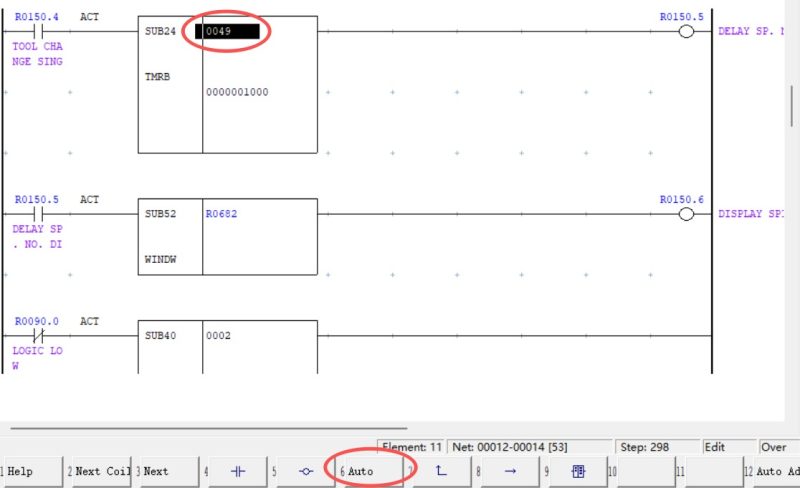
- 熟悉 LADDER III 软件界面(点击下载安装教程)。
- 记住 地址对应关系(X/Y/R → X/Y/M)。
- 理解 F/G 地址 的含义(这是新内容)。
您就能快速上手 FANUC PMC 调试!
5.2 如果您是零基础
建议直接学习 PMC,原因如下:
- 数控行业薪资普遍高于普通自动化行业。
- PMC 逻辑相对简单,专注于机床控制,不涉及复杂的通讯和网络。
- 学会 PMC 后,再学通用 PLC 会非常容易(降维打击)。
📚 推荐学习路径:
- 第 1 步:FANUC PMC 是什么?工作原理详解
- 第 2 步:FANUC PMC 地址表详解 (X/Y/G/F/R)
- 第 3 步:LADDER III 软件下载与安装
- 第 4 步:本文(理解 PMC 与 PLC 的区别)
- 第 5 步:实战梯形图编程与故障排查
六、常见问题解答 (FAQ)
Q1: 学会了三菱 PLC,能直接调试 FANUC 机床吗?
A: 不能直接上手,但上手极快。您需要熟悉 LADDER III 软件和 FANUC 特有的 F/G 地址,逻辑部分几乎无缝切换。
Q2: PMC 程序可以下载到通用 PLC 里运行吗?
A: 不可以。软件不通用,硬件架构也不同。PMC 程序只能在 FANUC CNC 系统中运行。
Q3: 为什么 FANUC 不直接叫 PLC?
A: 为了强调其“机床专用”和“与 CNC 高度集成”的特性。PMC 的扫描周期更短,与 CNC 的交互更紧密。
Q4: F/G 地址可以自己定义吗?
A: 大部分 F/G 地址是 FANUC 系统固定的(如 F0.0 伺服就绪),不能修改。但部分 G 地址可根据机床厂家需求自定义功能。
Q5: 学 PMC 好找工作还是学 PLC 好找工作?
A: PLC 应用场景更广,岗位更多;但 PMC 属于细分高薪领域,懂 PMC 的数控调试工程师薪资通常高于普通 PLC 工程师。
📚 FANUC PMC 学习系列
- 第 1 篇:FANUC PMC 是什么?工作原理与应用详解
- 第 2 篇:FANUC PMC 地址表详解 | X/Y/G/F/R 信号对照表
- 第 3 篇:LADDER III 软件下载安装教程
- 第 4 篇:FANUC PMC 和 PLC 有什么区别?(本文)
- 第 5 篇:FANUC PMC 梯形图编程入门实战(即将发布)
















暂无评论内容