
FANUC 0i-D / 0i Mate-D 系统完全拆解:从硬件到功能,维修工程师的速查手册
一、为什么今天还要聊“老”0i-D?
0i-D 系列发布已十余年,却因极高的性价比与稳定性,仍占据国产机床、教学机、改造市场的半壁江山。
对维修人员而言,“会修 0i-D” 几乎等于拿到数控圈的通用通行证。本文把官方 200 多页 PDF 浓缩成 5 分钟速读,帮你建立完整知识框架,后续现场排故不再翻大海捞针的说明书。
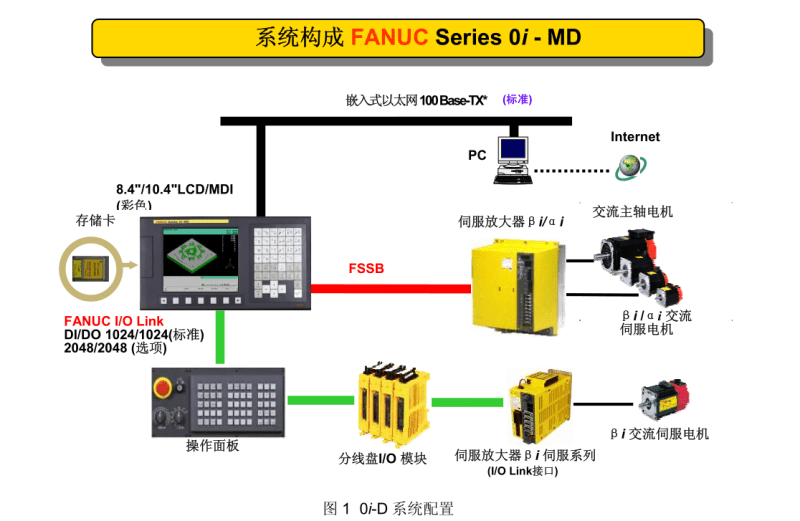
二、硬件配置 30 秒速记
| 模块 | 0i-D 标配 | 0i Mate-D 区别 |
|---|---|---|
| 最大进给轴 | 5 轴(铣)/ 8 轴(双路径车) | 3 轴 |
| 主轴接口 | 串行 + 模拟,支持 3 主轴 | 仅 1 主轴,βi 电机 |
| I/O 点数 | 1024/1024,可扩 2048 | 256/256 |
| 以太网 | 主板 100Base-TX 嵌入 | 仅 PCMCIA 卡 |
| 存储卡 | 标配 PCMCIA,最大 2 GB | 同左 |
维修提示
- 0i Mate-D 无嵌入式以太网,现场 DNC 若不稳定,优先检查 PCMCIA 卡触点氧化。
- 双路径 0i-TD 的轴数高达 8 轴,更换放大器时务必确认 FSSB 跳线,否则出现 SV5136“放大器数不足”。
![图片[1]-FANUC 0i-D/0i Mate-D 系统全解析:配置、功能亮点与维修调试干货 | CNCSHARE](https://www.cncshare.com/wp-content/uploads/2026/01/FNAUC-1024x667.png)
三、5 大核心功能一次看懂
- 纳米插补
指令单位 1 μm → 内部 1 nm,表面光洁度提升 30% 以上。
维修注意:需要 16 000 000 脉冲/转的高分辨率编码器,更换电机时若误装 1 000 000 脉冲版本,会导致插补报警 SV0423。 - HRV3 伺服控制
电流环周期 125 μs,增益可比 HRV2 再提 1.5 倍。
调试技巧:使用 SERVO GUIDE 一键扫描共振点,再手动微调 No.2021 滤波深度,可抑制 90% 高频啸叫。 - 加工条件选择(PREC LEV)
1~10 级精度/速度快速切换,模具粗精加工混线最实用。
排故案例:用户反馈“开精加工级反而过切”,发现 No.2066 拐角减速被误设为 0,恢复 400 后正常。 - 双路径车削
同步/混合/重叠/等待/干涉检查 5 大功能,适合汽车轴类件双刀架加工。
常见报警:PATH2 干涉报警 PS0154,90% 源于坐标系偏移未更新,重设 G54 即可。 - 8 级数据保护
0 级最低,7 级最高,可单独锁定 PMC、宏变量、刀补。
维修经验:设备移交后若出现“参数无法写入”,先检查 8 级保护,再怀疑主板电池。
四、维修现场 3 个“一键”神器
| 工具 | 免安装? | 场景 | 维修用法 |
|---|---|---|---|
| 伺服/主轴一键设定 | 已内嵌 CNC | 换电机后 30 min 搞定参数 | 按 SYSTEM→SV 设定→INIT,自动写入 No.2000~No.2999 |
| SERVO GUIDE | 需笔记本 | 共振/过切/啸叫 | 采集频率响应 → 自动计算滤波 → 写入 CNC |
| 程序传输工具 | 绿色版 | 生产线 DNC | 拖放即传,支持批量更名,0i Mate 也能用 |
五、易踩的 4 个坑
- 0i Mate-D 没有快速以太网板,远程诊断只能用 RS-232C,波特率 19200 以上必丢包。
- 存储卡 DNC 加工时,若程序大于卡容量 50%,会出现“_BUFFER OVERFLOW”,改用数据服务器板可解。
- 双路径车床换刀宏程序调用 M198,路径号写反会导致刀塔互撞,务必在 PMC 互锁。
- 误操作防止功能出厂默认关闭,建议帮用户打开“刀补量超程确认”,可减少 30% 新手撞刀。
六、一句话总结
0i-D / 0i Mate-D 并不“新”,却足够“稳”。掌握硬件差异 + 吃透五大功能 + 用好三件调试神器,你就拥有了在车间横走的底气。更多实战案例与维修笔记,欢迎收藏、转发、留言交流!
推荐学习下载资料
02.FANUC 0i-D和0i-Mate D2026版本

零基础系统学习FANUC系统维修技能群
¥R300
如果你渴望在数控技术领域持续精进,希望获取更系统、更深入的FANUC系统维修资料、PMC编程案例以及各类故障排查指南,我们诚挚地向你推荐一个专注于数控技术分享的平台——共享屋数控知识库。
在这里,你可以搜索并下载到大量经过实践检验的宝贵资料,与众多志同道合的技术同仁交流心得,共同奏响学习与分享的乐章。从入门到精通,让每一次探索都更有方向,让知识的积累为你赋能。
© 版权声明
文章版权归作者所有,未经允许请勿转载,本资源仅供学习交流,请于下载后24小时内删除,严禁商用。
THE END

















暂无评论内容