
在数控机床的“大脑”中,CNC负责轨迹控制,而PMC(可编程机床控制器)则掌控着逻辑动作。对于从事数控调试与维护的工程师而言,PMC程序不仅仅是一堆代码,它是一个精密组织的数据集合。
很多初学者往往只盯着“梯形图”看,却忽略了支撑整个系统运行的其他数据模块。今天,我们就来深度拆解FANUC PMC顺序程序的8大核心数据构成,帮你建立起全局视角的编程思维。
🏷️
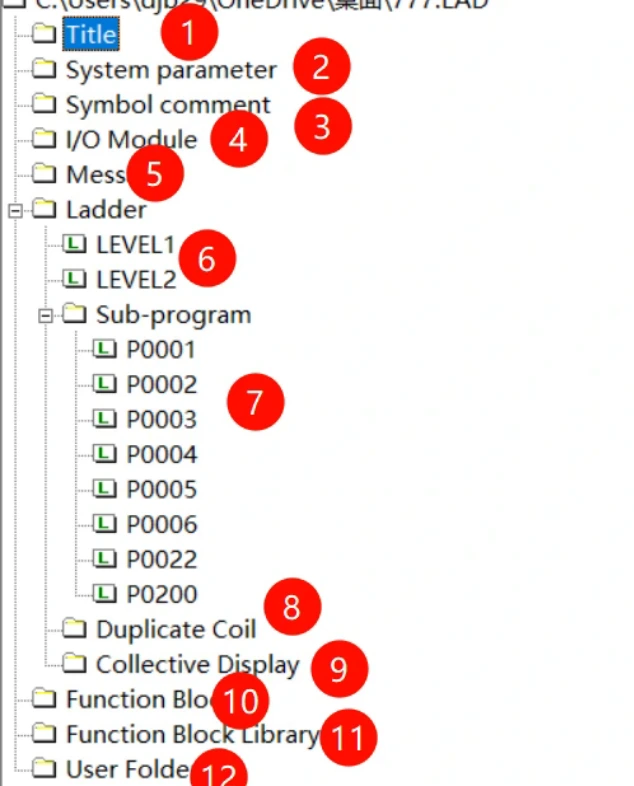
1. 标题 (Title):程序的“身份证”
不要小看这个看似不起眼的标题。它是程序的元数据,也是版本控制的基石。
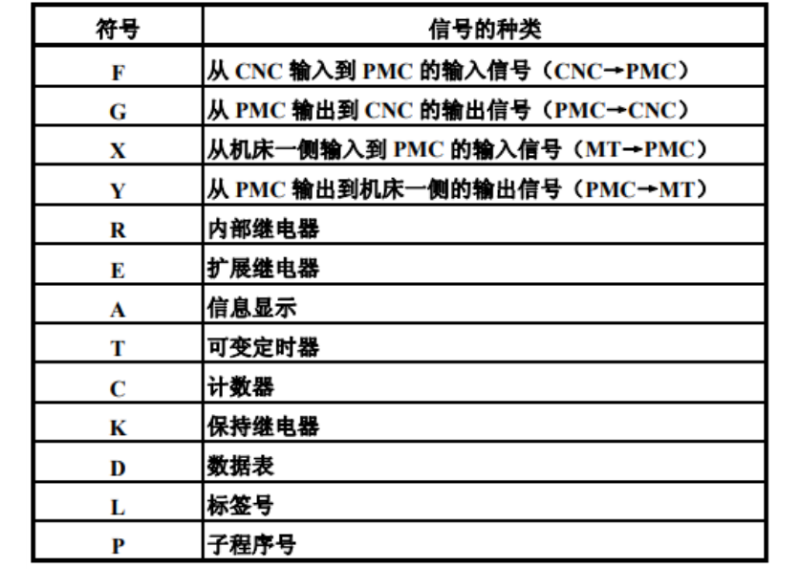
- 核心作用: 标识程序的归属与版本。
- 实际内容: 通常包含机床制造商(MTB)名称、程序版本号、修订日期及修改人。
- 为什么重要: 在工厂拥有数十台同型号机床时,规范的标题管理能让你在几秒钟内确认当前加载的程序是否为最新版,避免因版本混乱导致的误操作。
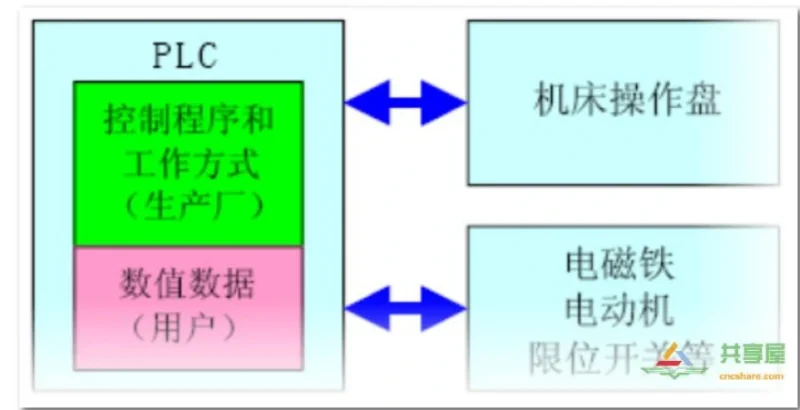
2. 系统参数 (System Parameters):底层的“游戏规则”
这是PMC软件运行的环境配置文件,它决定了PMC如何处理数据。
- 核心作用: 定义PMC的基础运行规则。
- 关键设置: 比如设定计数器(Counter)的数据长度(是16位还是32位)、定时器的精度等级等。
- 技术点拨: 修改这些参数会直接影响底层逻辑的运算方式,通常在项目初始化时设定,后期极少改动。
📖 3. 符号与注释 (Symbols/Comments):人机交互的“翻译官”
如果说梯形图是机器的语言,那么符号与注释就是工程师的语言。
- 核心作用: 将晦涩的地址(如X1.0, R200.5)转化为可读的文本(如“启动按钮”, “刀库旋转中”)。
- 调试价值: 它是故障排查的“地图”。一个优秀的PMC程序,其符号注释的完整度决定了后期维护的效率。没有注释的程序,就是天书。
💬 4. 信息数据 (Message):机床的“发声筒”
这是PMC与操作者沟通的窗口,实现了从代码到文本的交互。
- 核心作用: 定义在CNC屏幕上显示的报警文本和操作提示。
- 应用场景: 当传感器信号异常时,通过信息数据配置,屏幕不再只显示枯燥的“ALM 1001”,而是直接提示“刀具寿命到期,请更换”。这极大地降低了操作门槛。
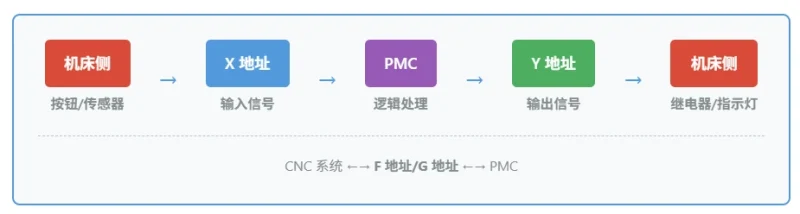
🔌 5. I/O模块 (I/O Module):传统硬件的“映射表”
这是连接物理世界的桥梁,主要针对传统的I/O硬件。
- 核心作用: 管理标准I/O Link总线上的设备地址。
- 配置内容: 定义连接到机床侧的物理输入/输出设备(如按钮、行程开关、接触器)的地址分配,确保软件地址与硬件接线一一对应。
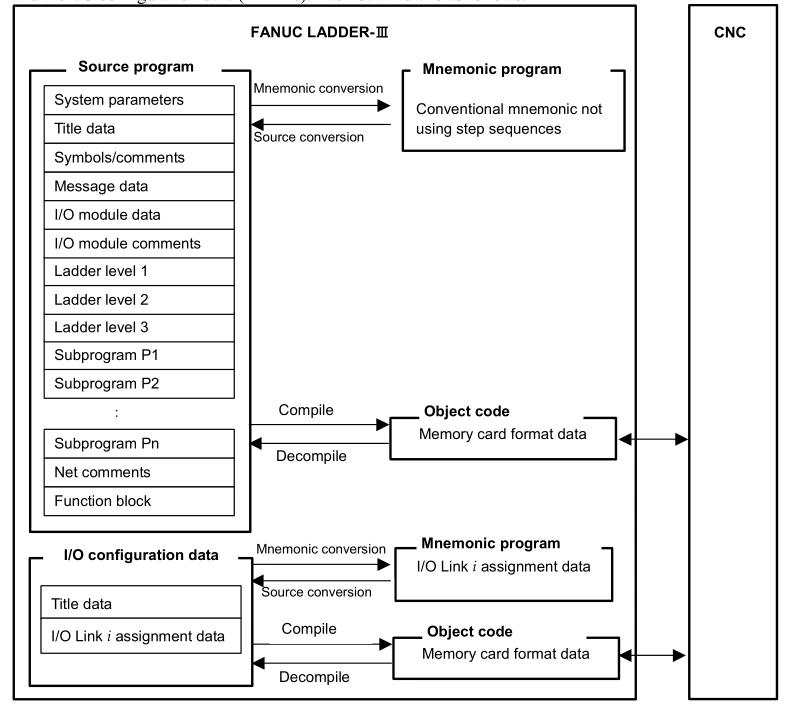
6. I/O配置数据 (I/O Configuration Data):高速通信的“调度员”
随着技术发展,FANUC引入了更高效的通信方式。
- 核心作用: 专门针对 I/O Link i(高性能串行总线)进行配置。
- 区别: 相比传统I/O模块,这里负责管理分布式、高速响应的I/O节点。在现代高端机床中,这一部分的配置越来越重要,它决定了大量传感器数据的传输效率。
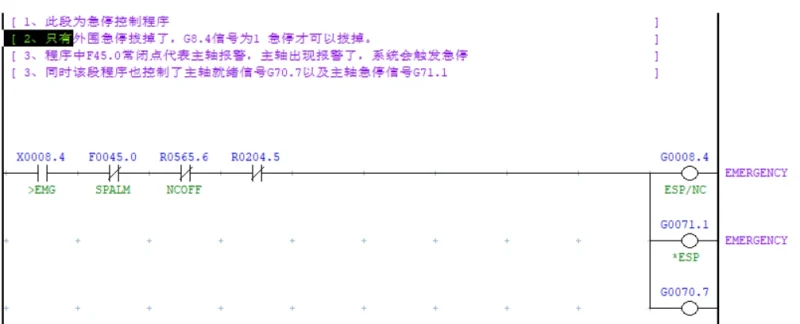
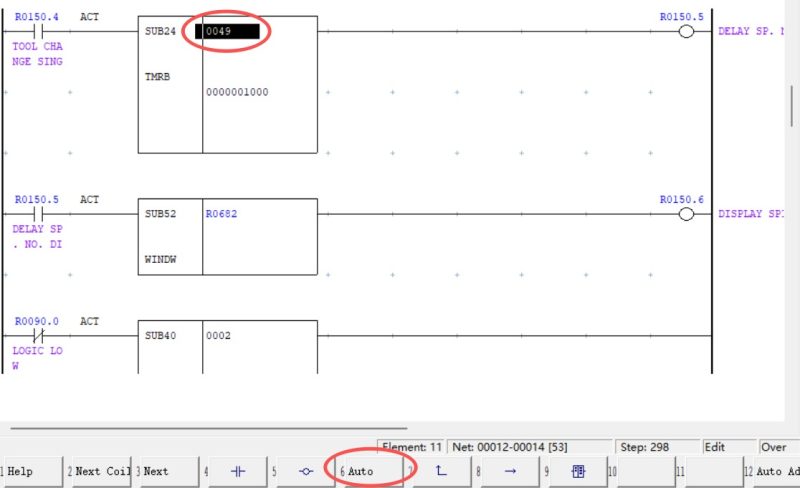
7. 梯形图 (Ladder):逻辑控制的“心脏”
这是工程师最熟悉的部分,也是PMC控制逻辑的核心载体。
- 核心作用: 编写机床的动作逻辑、互锁保护、时序控制。
- 结构层次: 包含主程序(通常分为Level 1/2/3,对应不同的扫描周期优先级)和子程序。
- 工作流: 从急停处理(高优先级)到普通辅助动作(低优先级),梯形图通过扫描循环,实时指挥着机床的一举一动。
🔄 8. 步进顺序程序 (Step Sequence):复杂流程的“指挥官”
当机床动作具有明显的阶段性(如自动换刀、托盘交换)时,梯形图可能会变得极其复杂,这时就需要步进顺序程序。
- 核心作用: 基于“步(Step)”和“转移条件(Transition)”的编程方式(类似SFC)。
- 优势: 将复杂的逻辑拆解为一个个清晰的阶段。它不仅逻辑清晰,而且易于监控——你可以清楚地看到程序卡在哪一步,从而快速定位故障。
总结
这八大要素共同构建了一个完整的FANUC PMC控制项目。在实际的机床调试与维护中,我们大部分时间可能都在与梯形图(写逻辑)、符号注释(查地址)以及I/O配置(对硬件)打交道。
但请记住,理解系统参数和**步进顺序
FANUC PMC维修学习资料
© 版权声明
文章版权归作者所有,未经允许请勿转载,本资源仅供学习交流,请于下载后24小时内删除,严禁商用。
THE END
















暂无评论内容