
FANUC PMC编程太难?学会这招,让复杂的程序变简单!
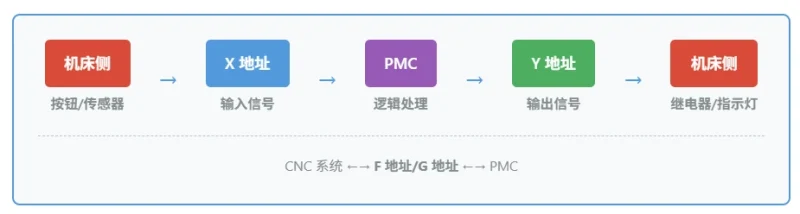
在FANUC PMC的世界里,梯形图(Ladder)无疑是我们的起点。它直观、易懂,像一张电气原理图,让我们能轻松上手。然而,随着机床功能日益复杂,控制逻辑越来越庞大,纯梯形图编程的弊端开始显现——程序变得冗长、逻辑纠缠不清,如同“面条”一般,不仅编写耗时,后期的阅读、调试和维护更是噩梦。
如何破局?答案就是:拥抱结构化编程。
FANUC PMC早已为我们准备了两大进阶武器:步序(Step Sequence)和功能块(Function Block)。掌握它们,意味着你的编程思维从“信号驱动”跃升到“流程驱动”和“模块化设计”的层面。
两大核心:步序与功能块
步序(Step Sequence):让流程一目了然
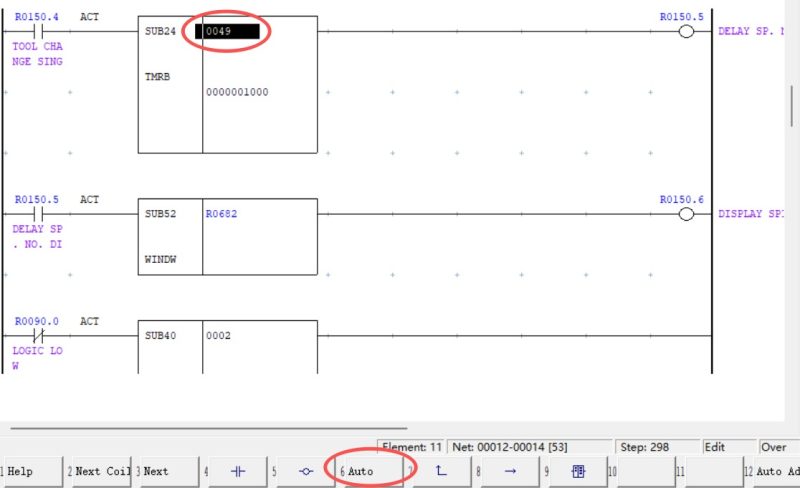
想象一下换刀流程:主轴准停 -> 刀库旋转 -> 机械手抓刀 -> 主轴松刀…这是一个典型的、具有清晰先后顺序的动作序列。用传统梯形图实现,你需要大量的中间继电器和复杂的互锁逻辑来管理每一步的状态。
而步序编程,就像是画流程图。
- 核心思想: 将一个复杂的工艺流程分解为一个个独立的“步”(Step)。
- 工作方式: 程序在“步”之间流转,只有满足特定的“转移条件”(Transition),才会从当前步进入下一步。每个“步”内部的动作,依然可以用我们熟悉的梯形图来编写。
- 优势: 程序的宏观流程变得极其清晰。无论是编写还是调试,你都能一眼看出当前程序执行到了哪一步,下一步的条件是什么,大大降低了逻辑复杂度。它特别适合换刀装置(ATC)、托盘交换系统(APC)这类流程固定的应用场景。
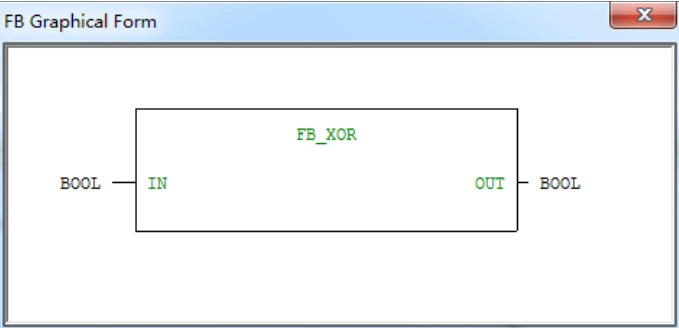
功能块(Function Block):一次编写,处处调用
在机床上,我们经常会遇到重复的控制对象,比如多个液压站、多组夹具、或者完全相同的进给轴。如果为每个对象都复制粘贴一遍梯形图,不仅工作量大,而且一旦需要修改,就得改遍所有地方,极易出错。
功能块(FB)就是为了解决这个问题而生的。
- 核心思想: 模块化、封装。将一段实现特定功能的逻辑(如“液压夹紧”、“电机启停”)打包成一个独立的“黑盒子”。
- 工作方式: 你只需要定义好这个“黑盒子”的输入(如:启动信号、压力传感器)和输出(如:电磁阀、报警),然后在主程序中像调用一个普通指令一样,反复调用这个功能块,并为每次调用分配不同的物理地址即可。
- 优势:
- 高效复用: 编写一次,无限次调用,极大提升编程效率。
- 维护简单: 修改功能时,只需修改功能块的内部定义,所有调用处自动生效。
- 主程序清爽: 主程序逻辑变得非常简洁,便于从整体上把握系统架构,故障诊断时也能快速定位是哪个模块出了问题。
程序的骨架:五级程序结构
为了支撑这些高级编程方法,FANUC PMC构建了一个清晰的分层执行框架,确保不同优先级的任务能被妥善处理。
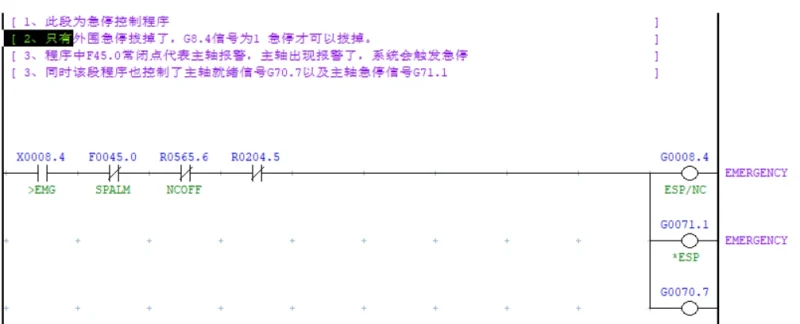
- 梯形图 1级 (Ladder Level 1): 高速区。执行周期最短(如8ms),专用于处理急停、超程等必须立即响应的安全信号。这里的程序必须精简。
- 梯形图 2级 (Ladder Level 2): 主逻辑区。大部分常规的机床逻辑控制都在此编写。为了不影响1级程序的响应速度,2级程序会被系统自动分割成若干小块,分周期执行。
- 梯形图 3级 (Ladder Level 3): 低速区。用于处理一些非实时性的任务,如数据显示、后台计算等,执行周期更长。
- 梯形图子程序 (Ladder Subprogram): 常规的、可被主程序(L2/L3)调用的梯形图逻辑块,是实现代码复用的基础形式。
- 步序子程序 (Step Sequence Subprogram): 专门用于存放步序(Step Sequence)逻辑的子程序,同样由主程序调用执行。
总结
从单纯的梯形图到引入步序和功能块,这不仅是编程技巧的升级,更是编程思维的进化。它要求我们从宏观的流程和模块化的角度去思考问题,而不是沉溺于一个个触点和线圈的细节。
对于现代数控机床的电气工程师而言,熟练运用这些结构化编程方法,是应对日益复杂的控制需求、编写出高质量、易维护PMC程序的必备技能。别再让你的程序变成“面条”了,是时候让它变得井井有条了!
对于现代数控机床的电气工程师而言,熟练运用这些结构化编程方法,是应对日益复杂的控制需求、编写出高质量、易维护PMC程序的必备技能。别再让你的程序变成“面条”了,是时候让它变得井井有条了!
FNAUC PMC学习资料
© 版权声明
文章版权归作者所有,未经允许请勿转载,本资源仅供学习交流,请于下载后24小时内删除,严禁商用。
THE END
















暂无评论内容