
最新发布第6页
排序

从结构到信号:数控车床电动刀架换刀异常故障诊断全流程图解
一篇搞懂数控车床电动刀架换刀异常故障诊断:从T01~T08信号、TCP锁紧到A/B型换刀时序,结合GSK980TD参数设置与5大真实维修案例,教你快速解决“锁不紧/转不停/不转动”等常见故障,让维修效率翻...
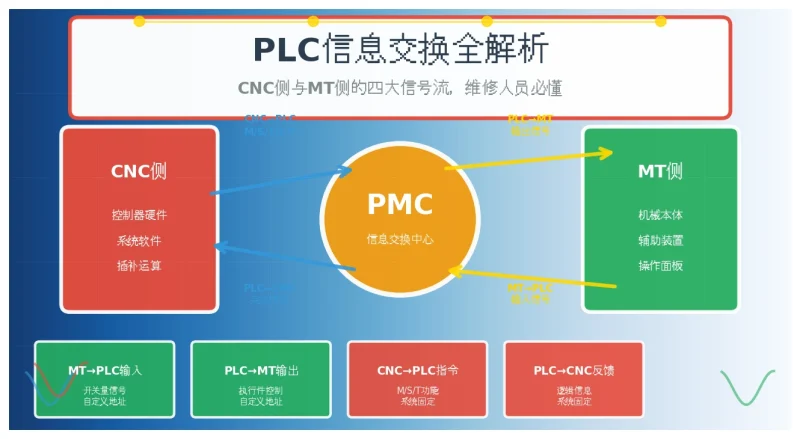
PLC信息交换全解析:CNC侧与MT侧的四大信号流,维修人员必懂
深入讲解数控机床中PMC(PLC)在CNC侧与MT侧之间的四大信号流:MT→PLC输入、PLC→MT输出、CNC→PLC指令、PLC→CNC反馈。掌握信号流向逻辑,快速定位FANUC/西门子系统故障,提升维修效率。
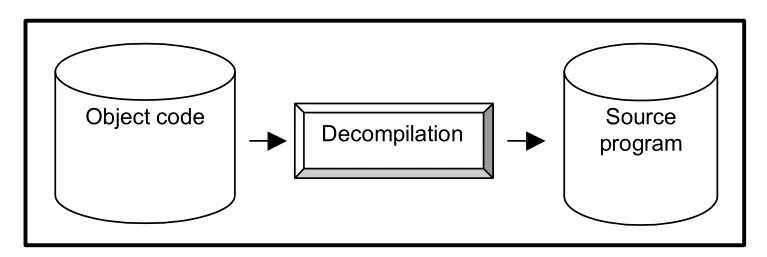
深度解析FANUC LADDER-III:编译、反编译与程序保护全攻略
本文深入解析FANUC LADDER-III软件中的核心概念:编译与反编译。详细说明了两者在PMC编程中的区别、作用及必要性,并介绍了如何使用密码保护梯形图程序,是CNC工程师的实用指南。
数控机床电气工程师成长历程
从入门到专家,系统梳理数控机床电气工程师5大成长阶段:0-1年打基础、1-3年能独立、3-6年主导项目、6-10年架构设计、10年+行业专家,附每阶段能力清单与岗位薪资参考,帮你快速定位下一步学习...
西门子 828D PLC 编程软件 Program Tool 教程 | 下载 + 安装 + 调试
西门子 828D PLC 编程软件 Program Tool 完整教程。含软件下载、安装配置、PLC 程序编写、故障排查。电气工程师必备工具,支持 828D/840DSL 系统。Siemens SINUMERIK 828D PLC programming soft...

“瞪眼法”解决FANUC机床故障分类以及解决方向
一文掌握“瞪眼法”排查FANUC数控机床故障的完整流程:从黑屏、PMC报警到硬件/软件根源,结合真实案例图解,教你3分钟判断故障类型并给出更换、维修、参数修改等解决方向,维修效率翻倍。

数控机床电气柜开关电器详解:功能、原理、选型全指南
本文详解数控机床电气柜内开关电器的功能、工作原理、选型技巧,附常见类型图片参考,为数控设备运维、电气设计人员提供实用技术指南,助力提升设备运行稳定性。
技术人员做公众号能赚钱吗?2个实测有效的变现方法
专为技术人员打造的公众号变现指南。详解2026年公众号流量主、广告接单、知识付费三大变现方式,结合电气/数控领域实测案例,附运营技巧与收益数据。零粉丝也能起步。
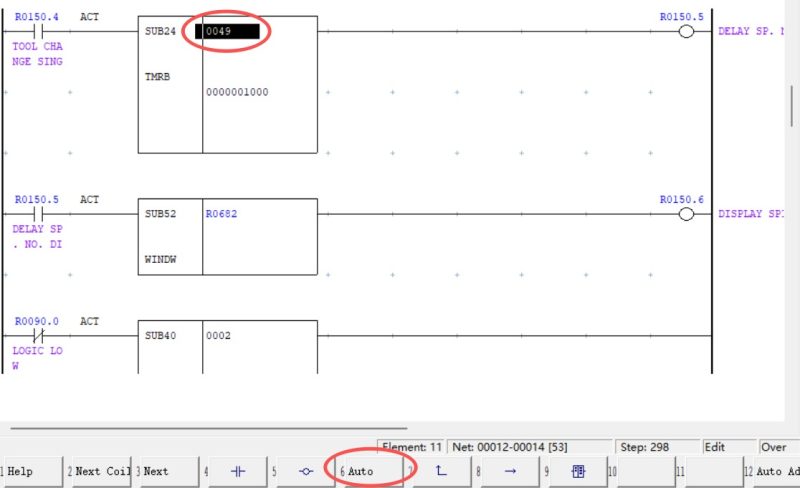
FANUC LADDER-III进阶:步进顺控程序转换与特殊保护设置全解
本文深入解析FANUC LADDER-III软件的三大进阶功能:旧机型升级时的步进顺控程序转换方法、不可逆的梯形图核心加密保护机制,以及助记符文件输出格式(前导零与注释控制)的优化配置。通过修改%%...


扫一扫,添加我的微信






