




FANUC问答
探索FANUC机器人与数控系统的专业知识。我们的问答库涵盖了从机器人编程到数控维修的各个方面,为您提供全面的技术支持。无论您是FANUC新手还是经验丰富的用户,这里都有您需要的解答。加入我们,提升您的工业自动化技能
21小时前
13天前
13天前
13天前
13天前
13天前



2年前



18天前

最新发布第80页
排序

三菱CNC刀具寿命管理功能(上篇)
三菱CNC刀具寿命管理功能(上篇) 经过一段时间的加工,刀具会产生磨损。通常操作人员会卸下刀具来测量磨损量,判断刀具能否可以继续使用,频繁的操作可能会拉生产效率,甚至影响生产的正常进行,...

刀具寿命管理功能(下篇)
刀具寿命管理功能(下篇) 准备工作:参数设定 设置刀具寿命管理相关参数 #1103 :刀具寿命管理功能 0:刀具寿命管理功能OFF 1:刀具寿命管理功能ON #1096 :刀具寿命管理类型设置 1,2,3:Ⅰ/Ⅱ/...

三菱加工条件选择功能介绍
三菱加工条件选择功能介绍 加工效率与品质,一直是金属加工用户追求的目标。本期为大家介绍三菱CNC中一个很实用的功能,这个功能可以通过画面选择调用,也可以通过G代码调用,G指令是:G120.1 ...
三菱M80/E80车床对刀操作步骤
三菱M80/E80车床对刀 — 1—为什么要对刀 数控车床加工中,编程设定的工件原点一般在工件外端面的中心点上,而且加工刀具的长度,方向不尽相同,数控设备不知道工件原点的位置。通过对刀告诉系...

三菱电机相关软件介绍
三菱电机相关软件介绍 三菱电机CNC为应对市场的高精度、高速度加工,实现特殊材料和严苛环境的精密加工,不仅不断提升数据处理能力和灵敏显示性能,同时在软件性能方面不断加大投入,导入创新科...

三菱主轴电机的清洁保养
主轴电机的清洁保养 前言 CNC数控机床的主轴电机一般采用风冷方式散热,散热出现问题时,会直接影响机床的使用。良好的散热取决于两个因素: 1、保持电机外部导流钣金件与电机外壳体之间形成的...

三菱绝对位置原点设定
三菱绝对位置原点设定 CNC原点设定可分为“相对式原点”及“绝对位置原点”两种。对已设定过原点的设备,相对式每次电源接通时都需要重新确立原点,后者在电源接通后,无需重新确立原点。 绝对...

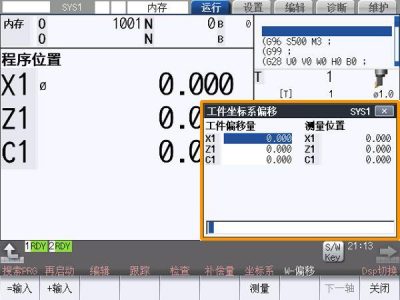
FANUC 程序列表显示方式设置
FANUC 程序列表显示方式设置 发那科程式列表方式有两种选择 1.使用建立时间来排序 2.使用档案名称来排序 以上不同显示是通过参数来控制的,相关参数以及截图如下所示: 参数:3107#4 &nb...

发那科进给轴同步功能 Axis synchronous control (J843 )
发那科进给轴同步功能 Axis synchronous control (J843 ) 一、功能介绍 在大型机床上,一个轴的指令来驱动两个电机,两个电机当作一个轴 成为进给轴同步标准的轴为主控轴(M轴),与主控轴同...
发那科PMC 轴控制 Axis control by PMC (J804 )
发那科PMC 轴控制 Axis control by PMC (J804 ) 一、功能介绍 轴的指令不由NC程序指令,而由PMC给出。 轴的运动方式、位移大小、速度大小不由NC程序编程得到,而在PMC中进行定义。 在同一路径...
发那科控制轴拆卸 Control axis detach (J807 )
发那科控制轴拆卸 Control axis detach (J807 ) 一、功能介绍 从控制对象中排除控制轴。在使用可以拆除的转台等的情况下,根据是否安装有转台来切换此信号。 此外,也可以用于车床等中的 C 轴...

求18IMB-aIF12/4000 电机参数
求18IMB-aIF12/4000 电机参数 问: 求18MIB aIF12/4000的电机参数 问: 18MIB系统属于老系统,而aIF12/4000属于新电机,是从aIF12/3000电机升级过来的,升级后,电机代码可以使用原先的代码293...
西门子系统
































