




FANUC问答
探索FANUC机器人与数控系统的专业知识。我们的问答库涵盖了从机器人编程到数控维修的各个方面,为您提供全面的技术支持。无论您是FANUC新手还是经验丰富的用户,这里都有您需要的解答。加入我们,提升您的工业自动化技能
15天前
21天前
21天前
21天前
21天前



2年前



26天前

最新发布第148页
排序

【分享】浅谈FANUC PMC编程学习方法
浅谈FANUC PMC编程学习方法 PMC是用来控制FANUC系统机床的顺序控制程序,工业上一般叫做PLC,但是FANUC的PLC与PLC功能相比,难易程度相比,差了很多,所以呢,PMC这个东西还是比较...
【分享】关于主轴运行中停止一例
关于主轴运行中停止一例 故障现象:一客户打来电话讲一台850广数25I系统在加工**现闷刀现象,无任何报警。XYZ伺服轴照常加工。 解决方案:到现场后经过一下步骤排除 1. 检查...

【分享】数控机床半闭环消除振荡的方法(FANUC0i)
数控机床半闭环消除振荡的方法(FANUC0i) 首先应分析振荡大概的频率,如果是断续的,有规律的我们称之为低频振荡,频率在100-400Hz时称之为高频振荡。以下是针对发那科系统震动时调整参数 低...

【转载】解决25050轮廓监控报警的处理方法
解决25050轮廓监控报警的处理方法 轮廓监控功能的原理是测量的实际位置值和从NC位置设定值计算出的实际位置值进行比较,为了提前计算出跟随误差,应使用一个模型来模拟包括...
【总结】840D数控系统中光栅尺和编码器的调整方法
840D数控系统中光栅尺和编码器的调整方法 1增量测量系统的调整调整各轴测量系统,在MD34090中输入参考点偏置,使电机转动到需要的地方。 2 绝对值测量系统的调整 2.1设MD34200:ENC_REEP_MODE ...
【转载】西门子840D MMC102系统硬盘数据恢复
主题:20140918西门子840D MMC102系统硬盘数据恢复实例 正文:故障现象:西门子840D车床开机时到windows系统画面引导过程**现蓝屏报警,无法继续引导,即常见的系统崩溃。 故障分析:由...

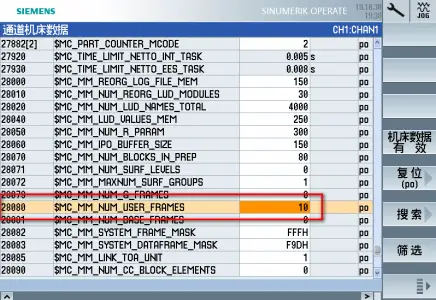
【总结】西门子保存模态G功能指令
西门子保存模态G功能指令 在换刀宏程序中有时需要走绝对的坐标移动到换刀点,即走G90的绝对坐标系,但是客户的程序有时是G91,为了使得换完刀后,增量和绝对坐标不会改变,就...

关于FANUC行程切换问题
对于大部分人都知道FANUC行程是利用1320 和1321来控制的,当机床的位置位置超过参数设定的数值值就会报软限位报警,但是对于有的机床却不是这样的,在维修的时候可能通过修改末个K参数或者按钮...

Fanuc 系统屏蔽系统风扇报警 OH0701说明
风扇电机出现异常,如 CNC 运行过程中风扇电机停转等时,发生此报警。 风扇电机 风扇电机设定在 CNC 控制单元的顶部。CNC 上附设有此风扇电机的转速检测回路,在发生停转等异常情况时,会发生此...

828D使用接近开关定向
828D使用接近开关定向 主轴定向相关的参数是保存在驱动中,对于主轴驱动参数更改后,主轴的定向都需要重新调整一下,否则会出现定向不准的现象。 使用定向开关定向的接线图: ...
【分享】关于401报警检修
关于401报警检修 当NC开启时,出现401报警时检查所有电源模块的CX2A和ESP、及MCC点线路是否正确。 1、 CX2A/CX2B连接是否正确? 2、 MCC 信号 从NC发...
【分享】学习数控机床维修有感
学习数控机床维修有感 今天在逛数控论坛的时候看了一篇文章,写的是学习数控维修的经验分享,觉得写的不错,因为“共享屋”主要是分享数控维修、数控电气调试方面的文章和资料...
西门子系统

































