




FANUC问答
探索FANUC机器人与数控系统的专业知识。我们的问答库涵盖了从机器人编程到数控维修的各个方面,为您提供全面的技术支持。无论您是FANUC新手还是经验丰富的用户,这里都有您需要的解答。加入我们,提升您的工业自动化技能
13天前
19天前
19天前
19天前
19天前



2年前



23天前

最新发布第149页
排序
【分享】828D调试小技巧
828D调试小技巧 1、用电脑编写报警文本 828D系统会自动在 系统CF 卡/oem/sinumerik/hmi/lng路径下生成报警文本文件 将 CF 卡下生成的报警文本 oem_alarms_plc_chs.ts 拷贝至电脑 中, 以记事本...

西门子828D系统如何取消刀具图
西门子828D系统如何取消刀具图 通道机床数据:MD 52271 将70 修改为0 可将刀具图画取消。 52271 设置为 70 52271 设置为 0 西门子资料下载:

FANUC 刀具寿命使用方法(车床)
刀具在使用过程中会有不同程度的磨损,磨损达到一定程度就需要进行更换。如若未能及时更换刀具,则可能因刀具破损导致工件报废;但如果过早更换,又会使用刀成本增高。因此有必要应用刀具寿命管...

如何判断发那科0I-MATE-MD系统具有四轴功能?
对于FANUC系统有的系统是支持四轴功能,比如0I-MF系统以及MF-PLUS系统,本身系统标准支持四轴功能,对于增加四轴的时候只需要增加四轴硬件以及设定四轴参数即可。

【干货】FANUC 0I-MF PMC多语言功能介绍
【干货】FANUC 0I-MF PMC多语言功能介绍 对于FANUC系统来说,编写报警文本时,如果没有多语言功能选项,将不能够制作随系统语言切换的报警文本,而且0I-MD系统来说,编写中文报警也是相当麻...

【转载】西门子840D系统PLC用户报警分析
一、数控系统介绍 SINUMERIK 840D是西门子公司20世纪90年代推出的高性能数控系统。它主要由数控及驱动单元,MMC,PLC模块等三大部分组成。这三部分在功能上既相互分工,又互为支...

西门子828D/840DSL系统如何屏蔽一个刀套
西门子828D/840DSL系统如何屏蔽一个刀套 我们在维修的时候,有时候会遇到这样的问题,客户机床的刀库有一个刀套损坏,不能够使用,需要屏蔽,那么该如何屏蔽呢? 一般加工中心配置...
西门子828D系统G76精镗循环退刀方向设定
西门子828D系统G76精镗循环退刀方向设定 在加工中心上,有一个比较特殊的固定循环指令----精镗孔循环,在使用这个循环的时候,有一个退刀方向的设定,这个方向不是是固定的,与机床...

【转载】FANUC 18M系统加工中心Z轴不能回原点
FANUC 18M系统加工中心Z轴不能回原点 手动回零时不减速,并伴随超程报警 1 用万用表检查行程开关都是接的常闭点。测量原点开关没有24V 极限开关却又24V 2原点的线路可能出问题了,...
【分享】三菱PLC编程软件中插入注释
【分享】三菱PLC编程软件中插入注释 在学习三菱PLC的时候,看到梯形图里有的有注释,有的没有,看起来不方便,如何给梯形图中的输入地址和输出地址注释呢?这样对阅读程序很方便,弄了好久终于...
三菱PLC指令数据介绍
三菱PLC指令数据介绍 因为刚接触三菱的PLC的之前接触的都是FANUC,SIEMENS、海德汉的,对于三菱的不熟悉,有些指令数据看起来很难理解,今天找了一本M700的PLC编程手册,700系列 PLC编程说明书i...
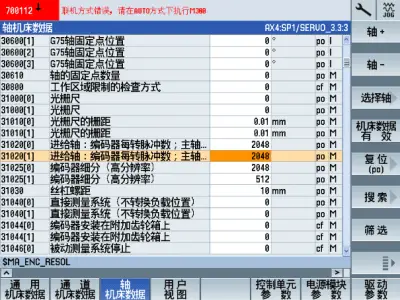
FANUC系统机床回不了参考点故障排除
FANUC系统机床回不了参考点故障排除 1、概 述 数控机床回参考点时根据检测元件的不同分绝对脉冲编码器方式和增量脉冲编码器方式两种,使用绝对脉冲编码器作为反馈元件的系统,在机床安装调试后...
西门子系统

































