




FANUC问答
探索FANUC机器人与数控系统的专业知识。我们的问答库涵盖了从机器人编程到数控维修的各个方面,为您提供全面的技术支持。无论您是FANUC新手还是经验丰富的用户,这里都有您需要的解答。加入我们,提升您的工业自动化技能
21天前
28天前
28天前
28天前
28天前


13天前

2年前



32天前

最新发布第14页
排序

FANUNC LADDER III 软件使用简要说明
FANUNC LADDER III 软件使用简要说明 1 在电脑上使用 LADDER III 软件编辑常用快捷键 F3: 检索触点(向下) Shift+F3:检索触点(向上) F2:查找线圈 F4:插入常开触点 Shift+F4 :插入常闭...

如何查看FANUC PMC梯形图中对应的M代码
在数控系统中有一种特殊的指令就是M代码,这个是连接NC系统与外围辅助动作的一种指令,对于不 同的系统对于M代码的执行方方式是不同的,系统对于M代码的执行也是不同的,对于每一个M代码在...

FANUC加工中心绝对坐标和程序不一致怎么回事?
FANUC加工中心绝对坐标和程序不一致怎么回事? 今天有位网友在微信公众号留言,想知道加工中心上如果绝对坐标和程序不一致,改怎么设置? 我们先看下这位网友反馈的是什么问题吧。 ...

FANUC系统一周问答连载二十七
0i-F系统中某些参数在修改时会出现“写保护”提示,如何解决? 首先确认已经打开参数可写入开关,在0i-F系统中某些参数为FANUC推荐参数,默认不允许修改,如果在调试中需要修改这些参数,...

发那科手轮回退功能
发那科手轮回退功能 手控手轮回退功能是指可以在自动运行中使用手控手轮(手摇脉冲发生器),使程序正向移动或反向移动。通过实际上使机械动作的同时加以执行,即可简单检测程序的错误等。...

PMC|关于FANUC设备上润滑控制案例
关于FANUC设备上润滑控制案例 关于FANUC设备上润滑控制案例 学习没有捷径,看似简单的东西,别人能够做出来,你却做出来,这说明你还需要提升,这个世界上最大的问题就是不要羡慕别人,因为那是...
如何删除FANUC 梯形图的一个子程序
如何删除FANUC 梯形图的一个子程序 对于机床电气设计人员在编写梯形图的时候有的时候会将一部分的一样的功能程序编写在一个程序中,这样方便以后的修改与查找,那么对于维修人员...
课程二十四 FANUC PMC功能之二进制数值大小判别COMPB(SUB32)
课程二十四 FANUC PMC功能之二进制数值大小判别COMPB(SUB32) 1、指令的作用 该指令用于比较1、2、4字节数据的大小,结果将输出至运算结果输出寄存器(R9000)中 2、指令格式 3、控制条件 &...
共享屋:三菱M70对刀仪使用说明,附录对刀宏程序
三菱M70对刀仪使用说明,附录对刀宏程序 一、宏程序的相关设定 M90 刀长值自动设定(M90 Hxx) M91 落差值自动设定(M91 G5x) 二、宏变量的相关说明 #510 对刀仪位置X坐标 #511 对刀仪位...

如何快速进行0I-F到0I-F PLUS系统参数的转换
如何快速进行0I-F到0I-F PLUS系统参数的转换 数控系统总在升级变化的过程,升级的过程中,与原先的系统既有相同的地方也有不同的的地方,求同求异,掌握特殊变化的地方,就可以让我们快速的掌握...

【PMC】课程二十九 如何将梯形图程序转成TXT文档格式
如何将梯形图程序转成TXT文档格式 在我刚开始学习梯形图的时候,曾经看到过一个教材上的程序是用TXT文档格式或者教程上的截图是用TXT格式上显示的程序,就像如下图所示一样:...
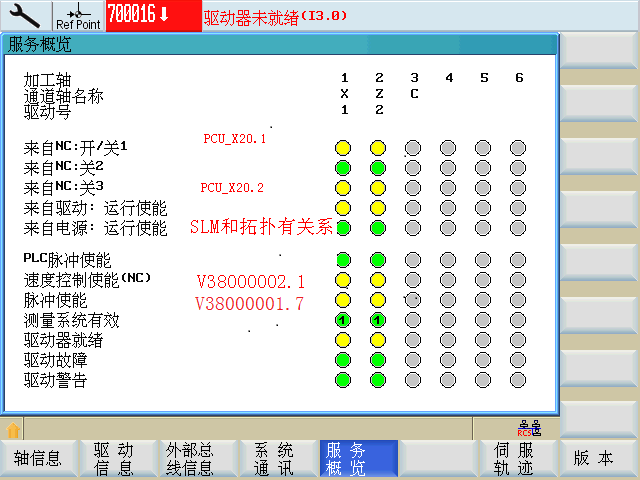
【分享】西门子系统碰到“缺少轴使能”你会怎么办?
西门子系统碰到“缺少轴使能”你会怎么办? 经常会接到最终用户维修求助,“机床无任何报警,轴走不了提示‘缺少轴使能’”。一般遇到这样的情况,我是这样处理的(以802DSL为例子,...
西门子系统






























