




FANUC通过宏程序实现随机刀库固定位置换刀思路
大家都知道,在数控加工中心上配置的圆盘刀库可以使用随机换刀方式也可以使用固定点换刀方式,大部分大家使用的都是随机换刀方式,使用两种换刀方式各有各的优点。
1、随机换刀方式:
可以使用预选刀功能,换刀速度快,缺点是乱刀时不易恢复,需要使用初始化程序更改换刀数据。
2 、固定点换刀:
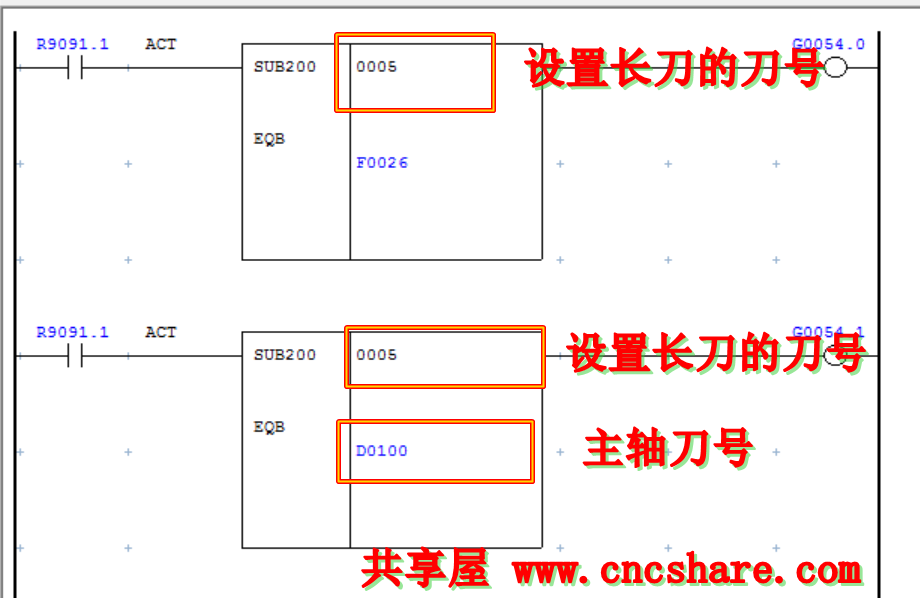
无预选刀功能,换刀速度慢,不易乱刀,乱刀后,只需要更改两个D数据即可,容易恢复。 如果客户的机床是随机换刀,但是客户要求是固定点换刀怎么办呢?
下面我介绍一种只需要更改宏程序和参数就可以实现这个要求的思路,如果做的更加完善,可以实现通过一个M代码切换随机换刀和固定点换刀操作模式。
声明:更改换刀程序请慎重,需要现场测试,防止乱刀撞刀的现象,如果有问题可以在评论处进行评论。此部分修改需要专业的电气人员修改和测试。
© 版权声明
声明:本站所有文章,如无特殊说明或标注,均为本站原创发布。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。
THE END










暂无评论内容