

三菱系统共60篇
三菱数控系统由数控硬件和数控软件两大部分来工作的。数控系统的硬件由数控装置、输入/输出装置、驱动装置和机床电器逻辑控制装置等组成。本版块分享有关三菱数控系统M70/M80等相关技术知识

三菱PLC报警信息编写
三菱PLC报警信息编写 1 系统报警的分类 系统报警分为NC报警和PLC报警, NC报警又分为NC报警和停止码, PLC报警又分为报警信息和操作员信息 1.1 NC报警---使机床停止轴向加工运动 区域1中显示的...

图文并茂解说三菱PLC外围报警查找步骤
图文并茂解说三菱PLC外围报警查找步骤 1 我们所遇到的报警大都是没有在PLC报警信息里面写明F点或着R点,通过双击最上面的键盘”诊断“键(带放大镜),再进入到”报警信息“菜单里面就可以看到...
三菱PLC信号介绍
三菱信号介绍 1 机械输入信号X,Y X,Y信号是PLC和外部设备或CNC进行通信的窗口。 X信号是机床输入到PLC的开关信号 Y信号是经过PLC处理后,输出到负载的信号 2 内部继电器M,F 内部继电器M是PLC...

三菱MITSUBUSHI数控系统M70螺距误差补偿参数
三菱MITSUBUSHI数控系统M70螺距误差补偿参数 参数号 项 目 说 明 设定范围 4000 pinc 误差补偿方法 确定采用误差绝对值或误差增量值进行补偿 0:误差绝对值法 1:误差增量值法 第1轴 参数...

共享屋:三菱M70对刀仪使用说明,附录对刀宏程序
三菱M70对刀仪使用说明,附录对刀宏程序 一、宏程序的相关设定 M90 刀长值自动设定(M90 Hxx) M91 落差值自动设定(M91 G5x) 二、宏变量的相关说明 #510 对刀仪位置X坐标 #511 对刀仪位...

三菱PLC写窗口指令使用介绍以及案例
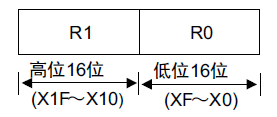
三菱PLC写窗口指令使用介绍以及案例 1 我们先来看一下哪些点位可以使用,其中非用户备份区不要使用 2 每个窗口使用16个字节,比如从R18300开始到R18315为一个窗口,其他的窗口以此类推,各个窗...

三菱M70信号强制设定步骤
三菱M70信号强制设定步骤 1、按键盘上的【DIAGN】软件,进入下图的诊断画面 2、按【I/F诊断】菜单软件,进入下图I/F诊断画面 3、如上图,按模式输出软件,进入下图模式输出状态 4、输入需要...

三菱M70/M80伺服轴屏蔽操作步骤
三菱M70/M80伺服轴屏蔽操作步骤 1 双击“维护”按键,跳转到如下画面,这时选择“参数”菜单 2 接着按下“参数编号”菜单,输入参数1070,按下“INPUT”确认键 3 将如下画...

三菱自动断电功能介绍
三菱自动断电功能介绍 功能: 通过用户PLC向NC输入自动电源断开请求信号,关闭显示单元,通知操作人员可以关闭控制单元电源的功能。 使用条件: M70系列(A0版本以后),M700系列(B3版本以后)...

三菱电气设计与编程自学宝典
三菱电气设计与编程自学宝典 菱电气设计与编程自学宝典 自学PLC太难,没有门路? 零基础入门学起来好费劲? 对PLC有一定基础,却难以提高? 如果我说,有这样一本书能解决你上面所以问题,你会...

三菱数控系统的分类简介
三菱数控系统的分类简介 工业中常用的三菱数控系统有:M700V系列;M70V系列;M70系列;M60S系列;E68系列;E60系列;C6系列;C64系列;C70系列. 三菱数控系统M700V系列 1.控制单元配备最新R...

使用GX Developer在线读取系统PLC操作步骤
使用GX Developer在线读取系统PLC操作步骤 在数控系统中,FANUC的PMC在线修改是最方便操作的,而西门子之前版本的系统也是不可以修改的,更不用提在线调试的方便了。 所以维修西门子的人如果通...
发那科PMC课程:

共享屋网络赚钱项目合集

共享屋网络赚钱项目合集
发那科知识库,加入会员,轻松学习发那科技术

标签云

