Cone Turning — 锥面车削
锥面车削是SMTE(西门子加工工艺扩展)中的一项,用于车削精度和表面质量要求都比较高的非旋转对称的锥面。如下图:
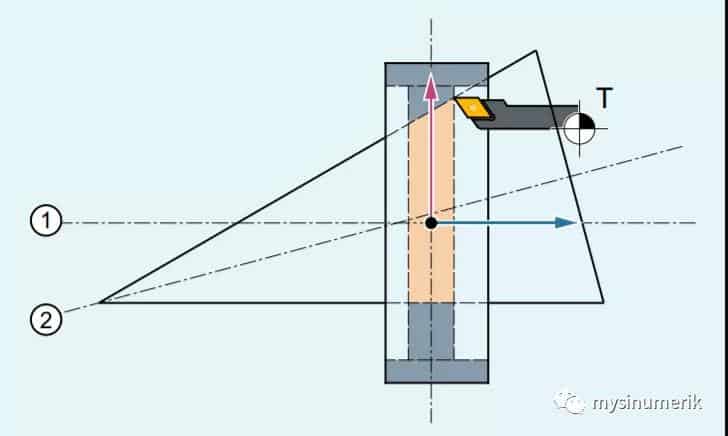
图中1是工件轴线,2是圆锥的轴线
从上图可以看出,加工面对于工件轴线来说,是个非旋转对称的锥面。
传统加工方式是靠夹具将工件倾斜,使圆锥轴线与车床主轴轴线重合,即使加工面变为旋转对称的锥面,然后再加工。这样做NC编程和对数控的要求低,但夹具要求比较复杂,且不容易调整。
而锥面车削功能提供了一张灵活加工这种非旋转对称面的方法。
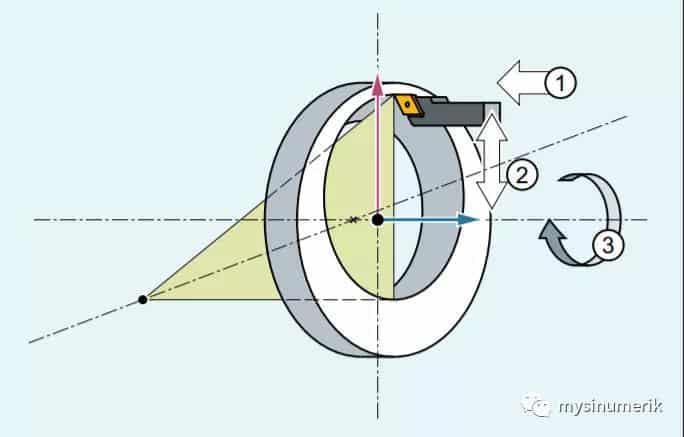
锥面车削的运动,如下图,图中3是工件旋转,1是纵向进给,2是横向进给。车削过程中,因为被加工面不是旋转对称的,因此横向进给轴要随主轴旋转角度的变化而不停地往复进给。
典型应用:三偏心蝶阀的加工

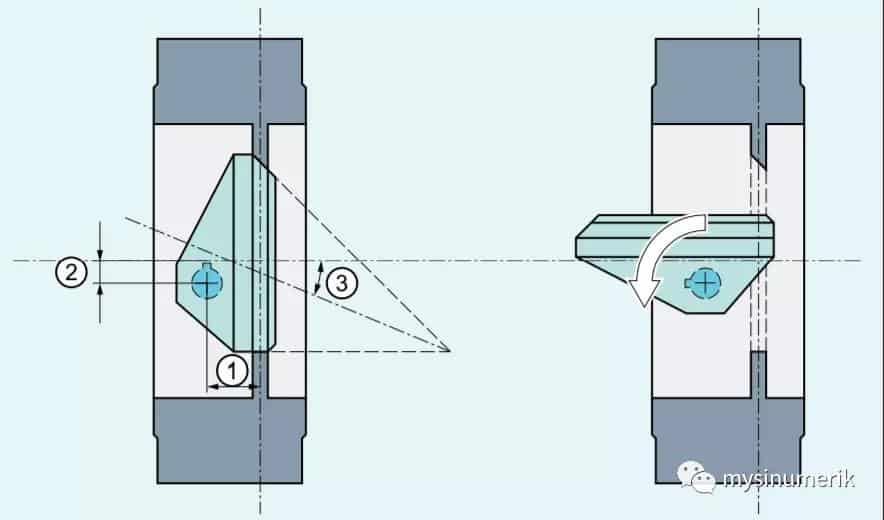
所谓三偏心就是:
偏心1–阀杆的中心相对阀体密封面中心线的偏移
偏心2–阀杆的中心相对阀体中心线的偏移
偏心3–密封面相对水平中心线的角度偏移
这种阀门广泛应用在冶金 、电力、石油化工、以及给排水和市政建设等工业管道上,作调节流量和载断流体使用。
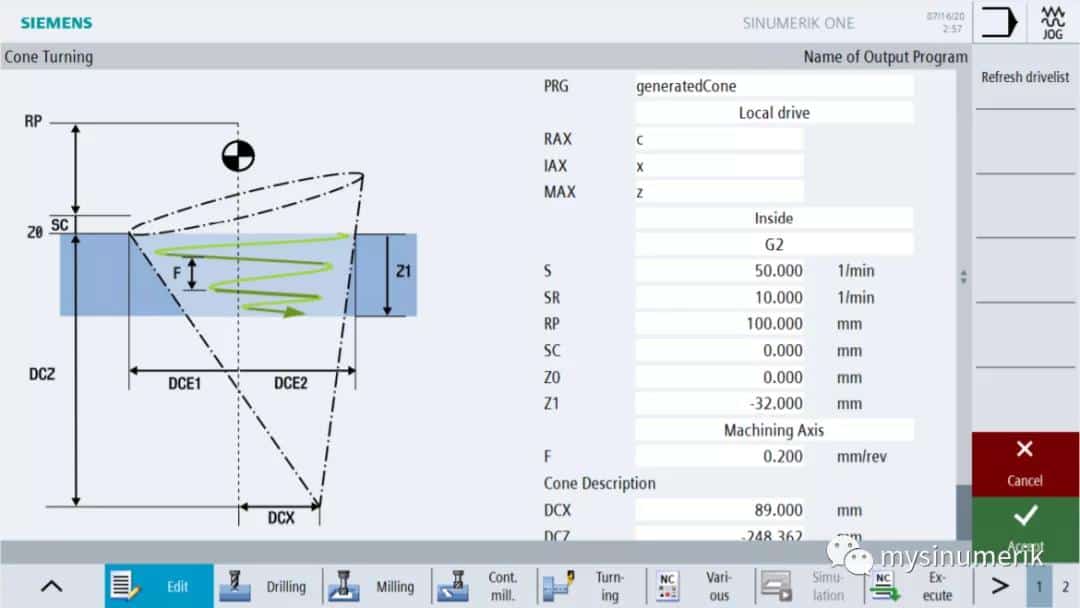
锥面车削功能在用户界面上有支持画面,用户可输入所需的参数,基于这些参数,系统自动创建零件程序。
注:感觉这个功能对于横向进给轴的动态性能要求较高,它决定了主轴旋转的转速,也就决定了加工效率。