



SINUMERIK ONE新功能(6)
IPT — Interpolation turning 插补车削
对于需要铣削、钻削、攻丝、车削等多种工艺来加工的工件,常用的办法有
1. 使用车铣复合或铣车复合来加工。此方法的优点是避免多次装夹,一次装夹完成加工,可以保证精度,且效率高;缺点是需要使用复杂、价格昂贵的机床。
2. 车削和其它工艺分别在车床和加工中心上完成。此方法的优点是使用标准的车床和铣床就可以完成加工;缺点是要二次装夹,精度不容易保证。
如果工件上还有大尺寸孔加工的要求,工艺就会更复杂,是否还要用镗床?
现在,数控系统有了新的功能–插补车削
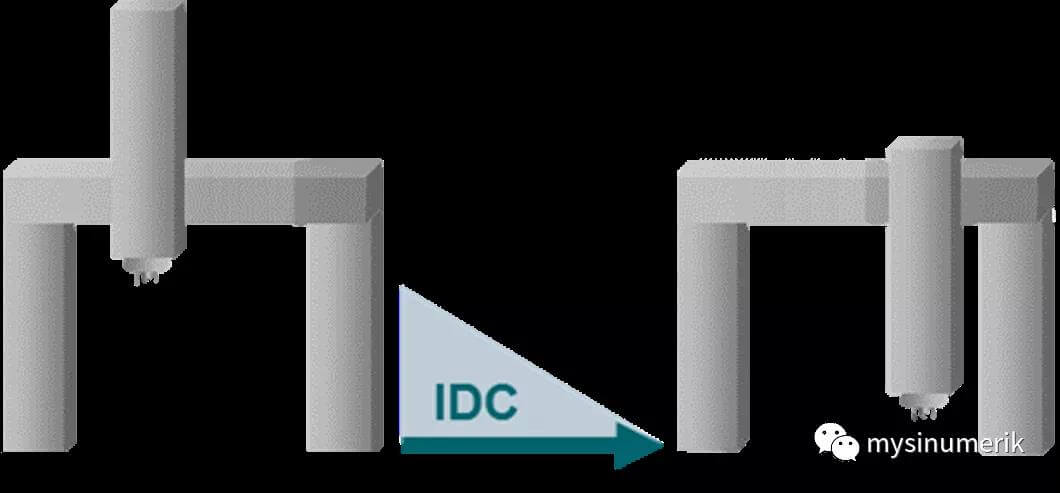
插补车削的加工方式,是为先进的加工中心和带B轴的车铣复合机床而开发的。简单讲,插补车削是通过X轴和Y轴做圆弧插补,机床主轴沿圆周轮廓做跟随旋转,保证主轴上车刀的姿态(保证车刀正确的前角和后角),从而实现车削加工,即以插补的方式实现车削加工。
 1")
插补车的主要优点:
- 插补车是一项灵活的解决方案,能够使用进行模块化刀具装夹的加工中心,而不是采用W轴平旋盘的专用镗床
- 能够完整地加工零件而无需移动零件,对大型非对称零件特别有利
- 更低的刀具投资成本
插补车在金属切削效率方面无法匹敌传统镗削或车削工序,但它确实提供了一种取代传统方式的可行选择。
加工具有对称特征的非对称零件 (例如法兰、密封槽和非平行孔) 时,可以考虑使用插补车。
声明: 本文来源于互联网,由共享屋进行整理发布。
© 版权声明
声明:本站所有文章,如无特殊说明或标注,均为本站原创发布。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。
THE END










暂无评论内容