发那科系统、加工圆度超差、按急停Z轴下降、Z轴产生振动、Z轴做标便宜、主轴低速不稳、等故障的排除。
一:X、Y轴加工圆度超差 没有报警 调整参数:
1)伺服的增益:要求两轴一致。
2)伺服控制参数:见伺服参数说明书。
3)加反向间隙补偿。
二:轮毂加工车床,当高节奏地加工轮毂时,经常出现电源单元和主轴伺服单元的模块严重烧毁 由于主轴频繁高低速启动 更换电源控制单元和主轴伺服控制单元的功率驱动模块。并用A50L-0001-0303替换以前使用的功率模块。
三:立式加工中心,按急停,Z轴往下下降2mm Z轴电机的制动器回路处理不妥
1) 按伺服的说明书,正确地设计Z轴的制动器回路;
2) 检查参数8X05#6=1、8X83=200左右。
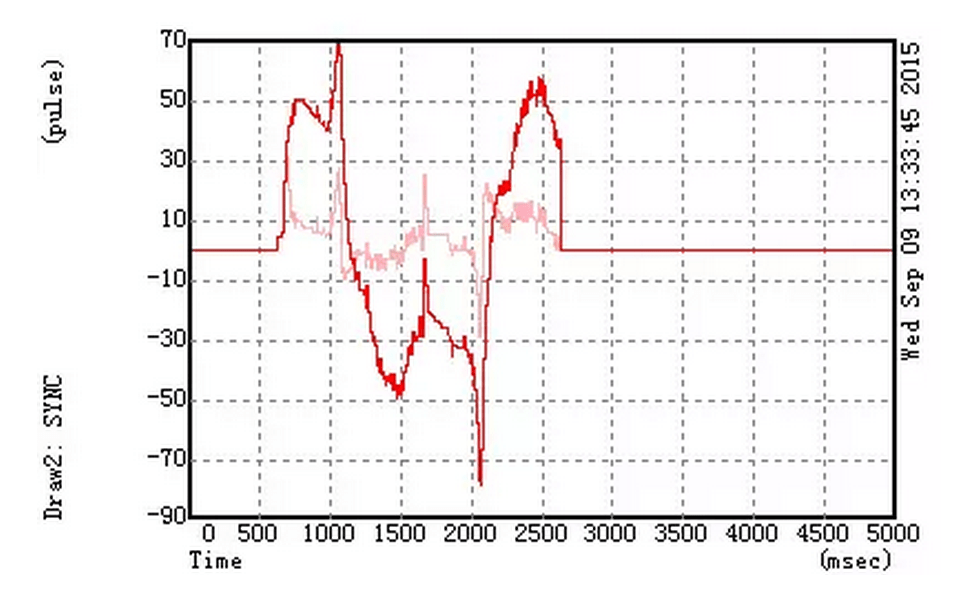
四:加工中心:Z轴运动时产生振动,并且通过交换印刷板实验确认Z轴控制单元及电机正常 参数设置而引起的故障
1)调整参数517。
2)检查并调整8300至8400之间的参数。
五: X轴加工一段时间后,X轴坐标发生偏移 如果更换电机编码器无效,应属机械故障 1) 更换电机编码器,无效。
2) 检查并调整丝杆与电机之间的联轴节。

六: 主轴低速不稳,而且不能准停 反馈信号不好
1) 检查确认主轴电机反馈信号插头是否松动。
2)更换主轴电机编码器。
3)更换定位用的磁传感器。
七: 当使用模拟主轴时,模拟电压没有输出
1) 主板上是否有87103芯片。
2) 检查参数0539~542的数值或者重新计算和设定主轴箱的齿轮比。
3) 更换主板。
八:控制系统在运行模拟主轴时,没有模拟电压的输出 模拟电压的输出回路有故障或参数有问题
1) 请确认SSTP*=1,即G120#6=1
2)设定模拟电压10V时所对应的最高转速成的参数,例如:对于T系列,设定PRM540=6000
3)在AUTO或MDI方式下,输入S指令,就可以用万用表在M12或M26端口上测量出SVC的输出。
4)如果没有,请更换主板