



三菱系统PLC的代码查找
系统会用到S代码,T代码,和M代码,那怎么在程序中搜索呢,其实都是有信号位的,可以说每家都不完全一样,下面就该信号进行详细介绍
1 S代码,主轴转速
通过 S指令指定的编号(MDI输入S100后执行,系统得到的信息是主轴旋转100转)
已经发出主轴功能指令(XC64/主轴功能选通脉冲 1)时,通知接在主轴功能用地址 S 之后的数值是多少。可根据参数选择
32bit 带符号二进制数据或者 32bit 不带符号二进制数据。
信号搜索R512,储存的就是输入S代码后面的数值
单个程序段中允许发出的 S 指令最多为 4 个,信号依次是R512/R514/R516/R518,则后面那个 S 代码有效。
有的PLC没有写,说明没有这方面的需要
2 T代码,刀具编号
通过 T 指令指定的编号(MDI输入T03后执行,系统得到的信息是找3号刀)
已经发出刀具功能指令(XC68/刀具功能选通脉冲 1 )时,通知接在刀具功能用地址 T 之后的数值是多少。由控制器输出的 T 代码数据最大为 8 位 BCD码。
信号搜索R536,储存的就是输入T代码后面的数值
单个程序段中允许发出的 T 指令最多为 4 个,信号依次是R536/R538/R540/R542,则后面那个 S 代码有效。

3 M代码,自定义功能代码
通过 M 指令指定的编号(MDI输入M00后执行,系统得到的信息是程序暂停)
已发出辅助功能指令(XC60/刀具功能选通脉冲 1 )时, 通知接在辅助功能用地址 M 之后的数值是多少。由控制器输出的 M 代码数据最大为 8 位 BCD 码。
信号搜索R504,储存的就是输入M代码后面的数值
单个程序段中的允许最大指令个数为 4 个,信号依次为R504/R506/R508/R510


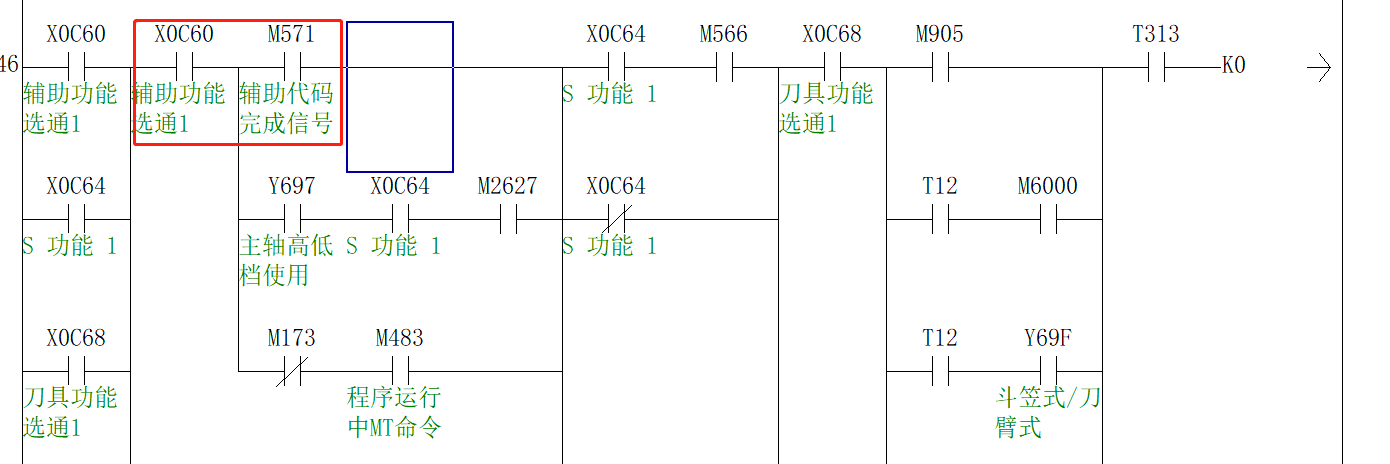
4 代码完成信号
处理辅助功能(M)、主轴功能(S)、刀具功能(T)指令代码经过PLC处理后,最后要通知系统是否已经完成该动作,然后系统才可以运行下一步的操作
完成信号搜索Y0C1E,接通该信号,代表代码动作结束
复位信号搜索Y0C1A



© 版权声明
声明:本站所有文章,如无特殊说明或标注,均为本站原创发布。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。
THE END














暂无评论内容