



为什么我的机床机械坐标数值超过软限位了不报警?
问题现象:
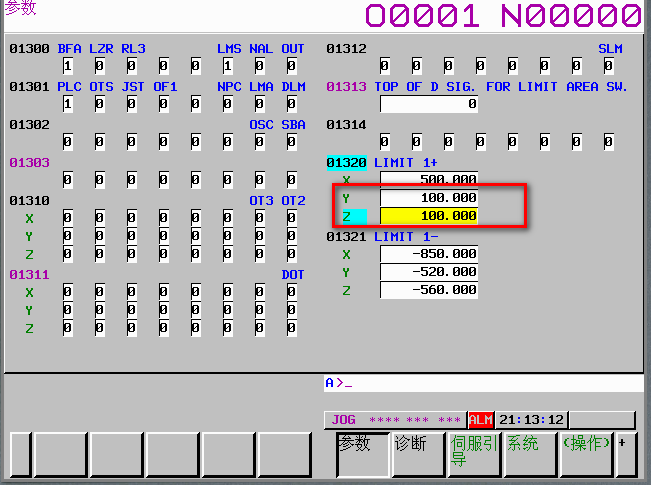
一车床机械坐标超过软限位参数,但是机床未报超程警告,如下所示:


解决问题思路:
(1)机床软限位生效的首要条件是机床的原点需要建立。
如果是绝对式电机,那么1815 #4 #5 需要设置为1,如果该参数未设置,自然限位是不生效的,机械坐标数值超过设定值也不会报警。
如果是增量式电机,那么开机,机床需要在回零方式下,执行下回零,建立参考点。
机床参考点是否建立可以通过PMC信号F120进行确认,如下所示:

如果机床轴对应的F120为0,说明原点未建立,限位不生效,本案例的问题就是这个原因,绝对式电机,但是并未设置原点。
(2)如果机床原点建立了,机械坐标未超过限位值,机床报警,如下图所示:



Y Z 正向限位数值为100,机械坐标为0 移动轴时报软限位警告。
解决方法:
(1)查看PMC信号G7.6,此信号为1



更多有关PMC技术的学习可以点击如下文章进行学习。
FANUC PMC程序案例文章汇总:
如果你觉得该文章对你有帮助,请帮忙转发, 如果你有什么问题咨询的,可以在网站中进行留言:点击进入
© 版权声明
声明:本站所有文章,如无特殊说明或标注,均为本站原创发布。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。
THE END







暂无评论内容